Công nghệ thổi định hình đã nổi lên như một quy trình sản xuất chủ chốt cho các bộ phận ô tô rỗng, mang lại sự cân bằng giữa khả năng chịu lực và tiết kiệm trọng lượng. Nó hỗ trợ quá trình thổi định hình bằng cách thổi các phôi nhựa đã được làm nóng vào lòng khuôn để tạo thành các hình dạng mượt mà, sử dụng ít vật liệu hơn nhưng vẫn đủ độ bền để chịu tải. Phương pháp này ngày càng được các kỹ sư ô tô ưa chuộng cho các bộ phận như bình xăng, ống dẫn khí và các bình chứa chất lỏng, nơi mà việc giảm trọng lượng nhờ tối ưu hóa độ dày thành phẩm đạt từ 20-35% so với công nghệ đúc ép.
Ba biến thể đúc khuôn thổi cốt lõi đáp ứng các nhu cầu ô tô khác nhau:
Ví dụ, các cấp độ vật liệu được sử dụng là nhựa nhiệt kỹ thuật như HDPE và polypropylene (PP), mang lại mức tiết kiệm khối lượng 30-50% so với kim loại và hiệu suất an toàn khi va chạm. Các hệ thống nhiều lớp tiên tiến hơn tích hợp khả năng chống thấm trực tiếp vào đường ống nhiên liệu. Vì quy trình sử dụng một lượng vật liệu tối thiểu, nó phù hợp với mục tiêu phát triển bền vững của các nhà sản xuất ô tô, đồng thời cho phép tạo ra các kênh lưu thông không khí và các đặc điểm lắp ráp phức tạp trong quá trình đúc, thay vì phải gia công thứ cấp.

Quy trình tạo hình bằng phương pháp thổi (blow molding) tạo ra các chi tiết rỗng đơn, giúp giảm trọng lượng từ 15–30% so với các chi tiết đặc cùng loại trên xe. Quy trình này loại bỏ vật liệu không cần thiết ở khu vực phi kết cấu và tối ưu phân bố độ dày thành để đảm bảo hiệu suất trong cấu trúc tĩnh. Ngoài ra, việc giảm trọng lượng đối với các đường ống nạp khí và ống dẫn HVAC được chế tạo bằng phương pháp thổi rỗng giúp tiết kiệm từ 2,8–4,1 kg mỗi chi tiết trên xe du lịch nhẹ, đồng thời không ảnh hưởng đến hiệu suất va chạm.
Phương pháp này đơn giản hóa thiết kế của cụm lắp ráp thông qua việc đúc tích hợp các tính năng đa chức năng, ví dụ như tích hợp vỏ loa và ống dẫn dây điện vào bảng điều khiển cửa. Bảng điều khiển trung tâm được đúc thổi một mảnh, thay thế cho 8-12 bộ phận kim loại/nhựa truyền thống, tiết kiệm 22% chi phí sản xuất. Những phát triển gần đây thậm chí còn cho phép đúc đồng thời các ổ cắm để gắn ghim và các trụ vít ngay trong bước tạo hình đầu tiên, từ đó tạo điều kiện thuận lợi cho việc lắp ráp ngay lập tức, tức là không cần qua bất kỳ công đoạn xử lý nào thêm.
Công nghệ đúc thổi hỗ trợ hoàn thiện bề mặt Class-A với khả năng kéo sâu cho bảng táp-lô dạng ôm trọn và tựa tay có đường cong. Các nhà thiết kế tích hợp trực tiếp các họa tiết vân gỗ, bề mặt mờ và các loại polymer đồng nhất về màu sắc vào quá trình đùn parison. Đối với các dòng xe cao cấp, công nghệ đúc thổi hai giai đoạn tạo ra các chuyển tiếp liền mạch giữa bề mặt TPE mềm mại và lõi cấu trúc ABS cứng cáp.
So với ép phun, ép thổi giảm mức tiêu thụ polymer từ 35–50% cho các bộ phận có cùng thể tích nhờ vào hệ thống kiểm soát parison chính xác. Các nhà sản xuất hàng đầu đạt tỷ lệ sử dụng vật liệu lên đến 98,2% bằng cách tái chế vòng kín các mảnh vụn cắt bỏ.
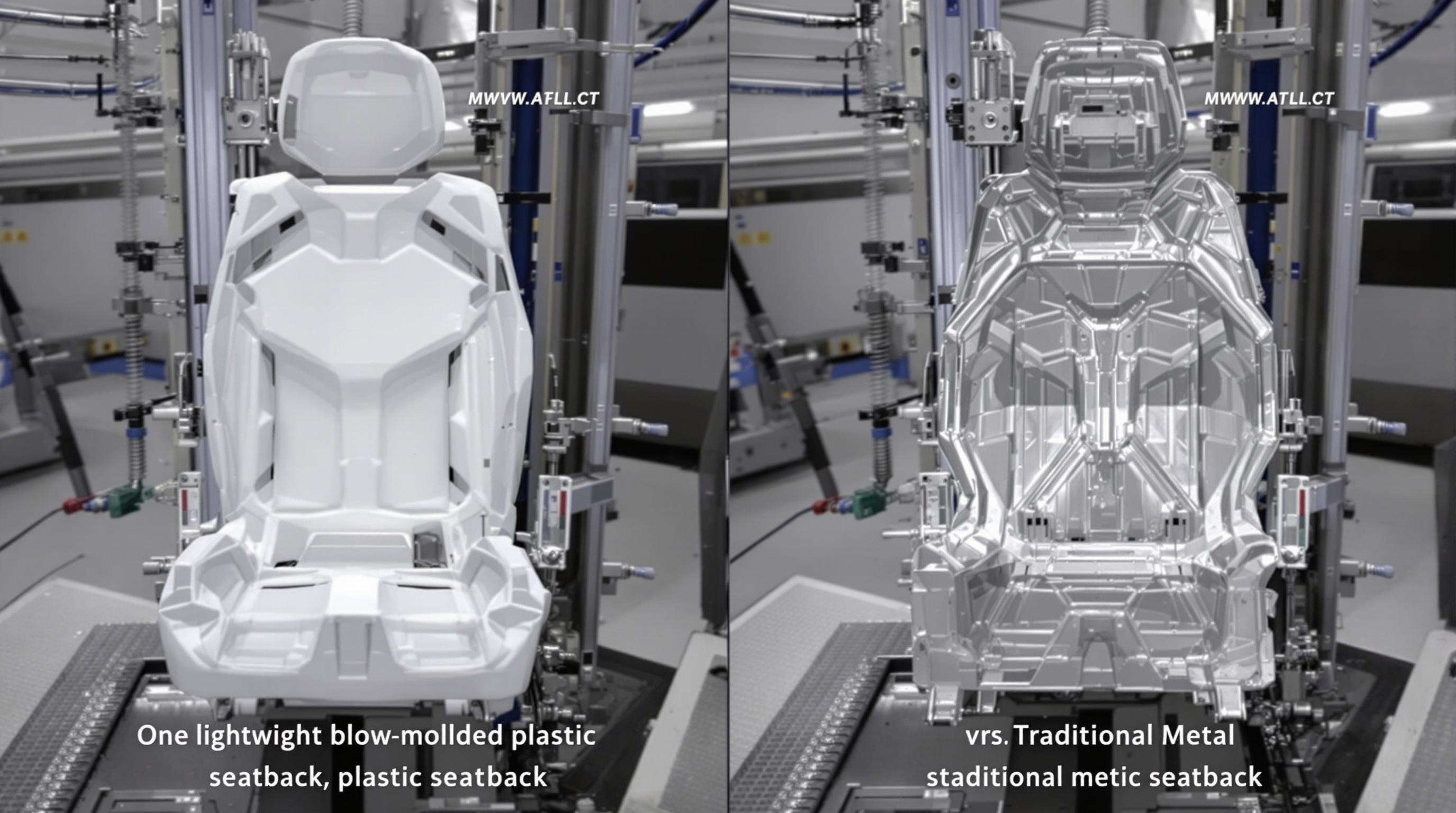
Các cấu trúc rỗng được tạo ra thông qua quá trình ép thổi làm giảm trọng lượng bộ phận từ 35–50% so với các phương pháp ép phun đặc truyền thống, đồng thời vẫn giữ nguyên khả năng chịu tải tương đương. Điều này cho phép các nhà sản xuất ô tô gia tăng khả năng chứa thiết bị cho hệ thống pin trên xe điện (EV) hoặc bổ sung thêm các tính năng an toàn trên xe truyền thống.
Các thành phần đúc ép phun thể hiện khả năng hấp thụ năng lượng cao hơn 40% trên mỗi đơn vị khối lượng so với thép dập trong các mô phỏng va chạm. Cấu trúc tựa lưng ghế được sản xuất bằng phương pháp đúc ép phun chịu được lực vượt quá 75 kN trong các thử nghiệm va chạm từ phía sau, đồng thời nhẹ hơn 60% so với các cụm truyền thống.
| Loại polymer | Các thuộc tính chính | Ứng dụng ô tô |
|---|---|---|
| Hỗn hợp ABS | Khả năng chống va chạm cao, ổn định dưới tia cực tím | Ống dẫn, bộ phận ghế ngồi |
| Polypropylene (PP) | Khả năng chống hóa chất, mật độ thấp | Vỏ hệ thống điều hòa không khí, bình chứa chất lỏng |
| Hỗn hợp Polycarbonate | Chịu được nhiệt độ cực cao (160°C+) | Vỏ đèn chiếu sáng, đế cảm biến |
Những tiến bộ gần đây trong các hỗn hợp PP được gia cố bằng sợi thủy tinh đạt được tỷ lệ độ cứng trên trọng lượng cao hơn 40% so với các loại thông thường.
Định hình thổi đồng ép đáp ứng các yêu cầu vật liệu mâu thuẫn thông qua cấu trúc nhiều lớp. Các bồn nhiên liệu nhiều lớp đạt mức giảm trọng lượng 30% so với các lựa chọn bằng thép trong khi loại bỏ nhu cầu xử lý chống ăn mòn thứ cấp.
Thổi nhựa mang lại lợi thế cạnh tranh về chi phí vượt trội khi sản xuất các bộ phận xe với số lượng lớn, nhờ quy trình và khuôn thổi có thể kiểm soát và mở rộng theo nhu cầu. Trong khi chi phí cao của ép phun bắt nguồn từ việc phải sử dụng khuôn thép đắt tiền, thì thổi nhựa chỉ cần khuôn nhôm cơ bản hơn, thường làm giảm khoản đầu tư ban đầu từ 30-50%. Chi phí trung bình của các nhà sản xuất giảm dần khi sản lượng tăng lên, vì chi phí được trải đều trên số lượng lớn các chi tiết nội thất.
Mặc dù hơn 68% nhà sản xuất OEM hiện nay yêu cầu hàm lượng vật liệu tái chế trong các chi tiết nội thất, các nhà sản xuất hàng đầu đã khắc phục các thách thức về hiệu suất bằng cách triển khai các hệ thống đùn-thổi đạt tiêu chuẩn hiệu quả năng lượng Euromap 10+, giúp cắt giảm 30% mức tiêu thụ năng lượng.
Máy thổi tạo hình trang bị cảm biến hiện nay sử dụng phân tích dữ liệu thời gian thực để điều chỉnh độ dày thành phẩm với độ chính xác ±0,15 mm. Thuật toán bảo trì dự đoán phân tích các mẫu mô-men xoắn động cơ và thay đổi độ nhớt của vật liệu nóng chảy, giúp ngăn chặn 92% sự cố dừng sản xuất trước khi xảy ra.
Những biến thể chính của công nghệ tạo hình thổi được sử dụng trong sản xuất ô tô là gì?
Ba biến thể chính bao gồm tạo hình thổi đùn, tạo hình thổi ép và tạo hình thổi kéo, mỗi loại phục vụ các nhu cầu khác nhau trong ngành ô tô.
Công nghệ tạo hình thổi đóng góp như thế nào vào việc giảm trọng lượng ô tô?
Nó mang lại sự giảm trọng lượng đáng kể bằng cách sản xuất các cấu trúc rỗng, giúp giảm trọng lượng linh kiện từ 35–50% so với các bộ phận đúc ép đặc.
Lợi ích chi phí của công nghệ tạo hình thổi trong sản xuất xe là gì?
Tạo hình thổi mang lại hiệu quả chi phí nhờ đầu tư thấp hơn vào khuôn nhôm và khả năng mở rộng quy mô sản xuất lớn, tiết kiệm từ 30–50% chi phí ban đầu cho chế tạo khuôn.
Công nghệ tạo hình thổi phù hợp với mục tiêu phát triển bền vững như thế nào?
Bằng cách tối thiểu hóa việc sử dụng vật liệu và cho phép tái chế vòng kín, công nghệ ép phun phù hợp với các mục tiêu phát triển bền vững đồng thời vẫn cho phép thiết kế các chi tiết phức tạp.
Những vật liệu nào thường được sử dụng trong công nghệ ép phun cho các ứng dụng ô tô?
Các loại nhựa nhiệt kỹ thuật như HDPE và polypropylene thường được dùng, mang lại mức giảm khối lượng đáng kể cũng như hiệu suất an toàn khi va chạm.
 Tin Tức Nổi Bật
Tin Tức Nổi Bật2024-10-29
2024-09-02
2024-09-02
Bản quyền © 2024 Công ty TNHH phụ tùng ô tô Changzhou Pengheng
 EN
EN
 AR
AR
 FR
FR
 DE
DE
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RU
RU
 NL
NL
 FI
FI
 PL
PL
 RO
RO
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 AF
AF
 GA
GA
 CY
CY
 AZ
AZ
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MR
MR
 MN
MN
 NE
NE
 TE
TE
 KK
KK
 UZ
UZ
 AM
AM
 SM
SM





