Выдувное формование стало ключевым производственным процессом для полых автомобильных деталей, который обеспечивает баланс между структурными характеристиками и снижением веса. Оно заключается в продувке нагретых пластмассовых заготовок в полости формы для получения гладких форм, которые используют меньше материала, но при этом обладают достаточной прочностью для восприятия нагрузок. Этот метод становится все более популярным среди инженеров-автомобилестроителей для изготовления топливных баков, воздушных каналов и резервуаров для жидкостей, где снижение веса деталей за счет оптимизации толщины стенок составляет от 20 до 35 % по сравнению с литьем под давлением.
Три основных варианта выдувного формования удовлетворяют различным автомобильным требованиям:
Например, используемые марки материалов — это инженерные термопласты, такие как полиэтилен высокой плотности (HDPE) и полипропилен (PP), которые обеспечивают снижение массы на 30–50% по сравнению с металлами и обладают высокой стойкостью при столкновениях. Более продвинутые многослойные системы включают барьерную защиту непосредственно в топливные магистрали. Поскольку процесс использует минимальное количество материала, он соответствует целям автопроизводителей в области устойчивого развития, а также позволяет формировать сложные каналы для воздушного потока и крепежные элементы непосредственно при литье, а не добавлять их в ходе вторичных операций.

Процесс выдувного формования обеспечивает получение полых единичных деталей, что позволяет снизить вес на 15–30% по сравнению с аналогичными деталями без полостей в автомобиле. Данный процесс устраняет излишние материалы в неструктурных зонах и оптимизирует распределение толщины стенок для обеспечения требуемой прочности конструкции. Кроме того, снижение массы за счет применения полых деталей воздухозаборников и воздуховодов HVAC составляет 2,8–4,1 кг на одну деталь в легковом автомобиле, при этом ударные характеристики не ухудшаются.
Метод упрощает конструкцию сборки за счет формования с несколькими функциональными элементами, такими как встроенные в дверные панели корпуса динамиков и каналы для прокладки проводов. Центральная консоль, изготовленная методом выдувного формования из одного куска, заменяет 8–12 традиционных металлических/пластиковых деталей и позволяет сэкономить 22% производственных затрат. Современные разработки даже позволяют выполнять совместное формование посадочных мест для защелок и бобышек на раннем этапе первого формования, что обеспечивает немедленную сборку, то есть без дальнейшей обработки.
Метод выдувного формования поддерживает получение поверхностей класса А с возможностью глубокой вытяжки для панелей приборов с охватывающей конструкцией и фигурных подлокотников. Дизайнеры могут напрямую включать в процесс экструзии заготовки текстуры под дерево, матовые поверхности и полимеры с постоянным цветом. Для премиальных автомобилей двухэтапное выдувное формование создает плавные переходы между мягкими поверхностями из термопластичных эластомеров (TPE) и жесткими структурными основами из АБС-пластика.
По сравнению с литьем под давлением, при экструзионно-выдувном формовании расход полимера снижается на 35–50% для деталей одинакового объема благодаря точным системам контроля парисона. Ведущие производители достигают уровня использования материала 98,2% за счет замкнутого цикла переработки обрезков.
Полые конструкции, созданные методом экструзионно-выдувного формования, уменьшают вес компонентов на 35–50% по сравнению с альтернативными твердыми деталями, изготовленными литьем под давлением, сохраняя при этом одинаковую несущую способность. Это позволяет автопроизводителям увеличить полезную нагрузку для аккумуляторных систем в электромобилях или добавить дополнительные элементы безопасности в традиционных автомобилях.
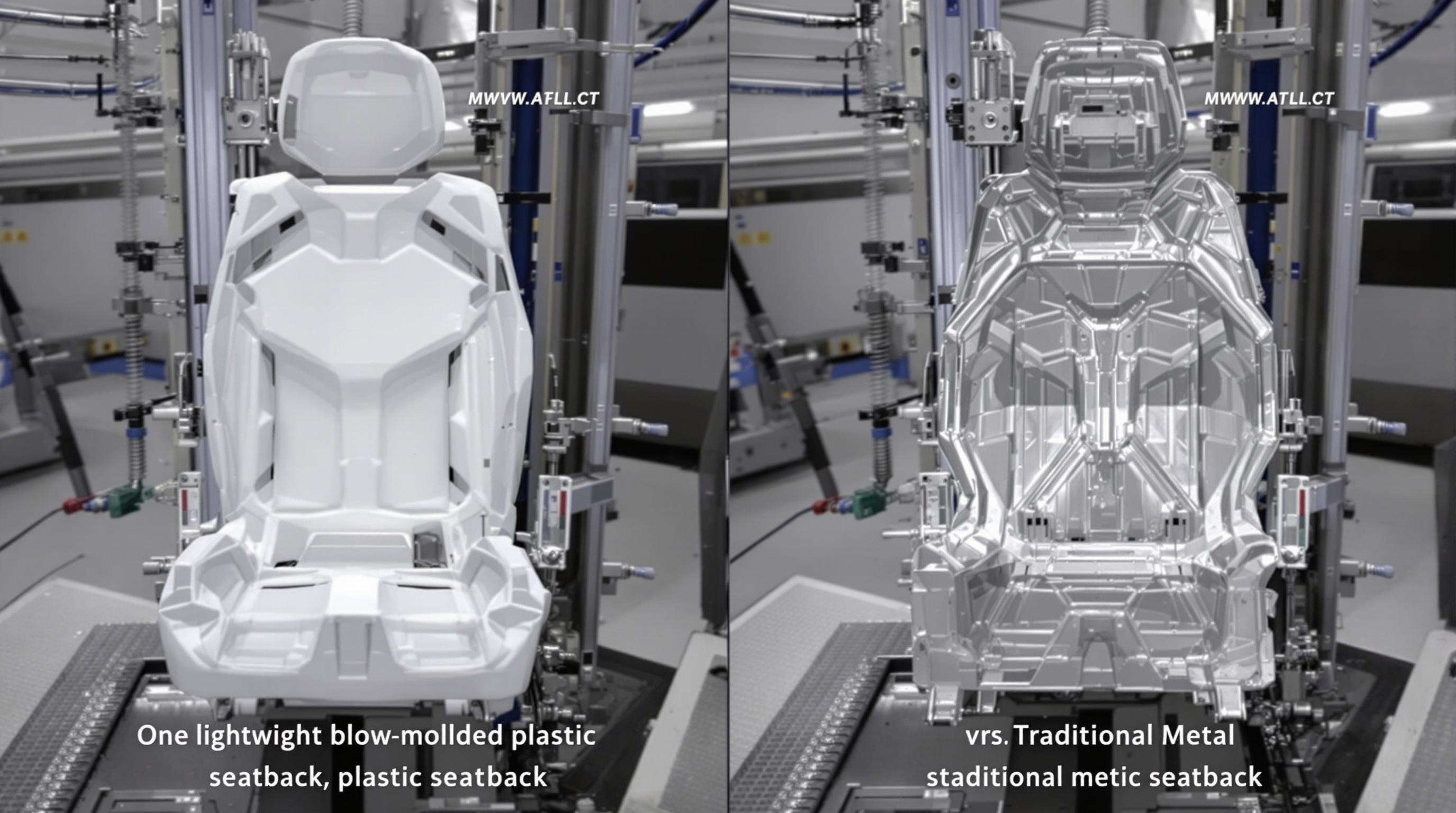
Элементы, произведенные методом выдувания, демонстрируют на 40% более высокое поглощение энергии на единицу массы по сравнению со штампованными стальными деталями в симуляциях столкновений. Конструкции спинок сидений, изготовленные методом выдувания, выдерживают силы, превышающие 75 кН при испытаниях на тыловой удар, и при этом их вес на 60% меньше, чем у традиционных сборок.
| Тип полимера | Ключевые свойства | Автомобильные приложения |
|---|---|---|
| Смеси АБС | Высокая ударная стойкость, устойчивость к УФ-излучению | Каналы, компоненты сидений |
| Полипропилен (PP) | Химическая стойкость, низкая плотность | Корпуса систем отопления, вентиляции и кондиционирования, резервуары для жидкостей |
| Гибриды поликарбоната | Высокая термостойкость (160 °C и выше) | Крышки освещения, крепления датчиков |
Последние достижения в области смесей полипропилена, армированного стекловолокном, позволяют достичь на 40% более высокого соотношения жесткости к массе по сравнению с традиционными вариантами.
Коэкструзионное выдувание позволяет решить проблему противоречивых требований к материалам за счет слоистой структуры. Многослойные топливные баки обеспечивают снижение массы на 30% по сравнению со стальными аналогами, при этом исключается необходимость вторичной антикоррозионной обработки.
Литье выдуванием обеспечивает превосходную конкурентоспособность по стоимости при производстве деталей автомобилей большими объемами, оснастка и процесс литья выдуванием позволяют контролировать и масштабировать производство в соответствии с вашими потребностями. Там, где литье под давлением обходится дорого из-за использования дорогой стальной оснастки, для литья выдуванием требуется более простая алюминиевая оснастка, что обычно снижает первоначальные инвестиции на 30–50%. Средние затраты производителей снижаются по мере увеличения объемов производства, поскольку расходы распределяются на большее количество внутренних компонентов.
Хотя сегодня более чем у 68% автопроизводителей обязательным требованием является использование переработанного материала во внутренних компонентах, ведущие производители справились с проблемами производительности, внедрив экструзионно-выдувные системы, достигающие класса энергоэффективности Euromap 10+, что позволило сократить потребление энергии на 30%.
Современные машины для экструзионного формования, оснащенные датчиками, теперь используют методы анализа в реальном времени для регулирования толщины стенок с точностью ±0,15 мм. Алгоритмы прогнозирования технического обслуживания анализируют паттерны крутящего момента двигателя и изменения вязкости расплава, предотвращая 92% остановок производства до их возникновения.
Какие основные разновидности формования применяются в автомобильной промышленности?
Три основные разновидности — это экструзионное формование, инжекционное формование и ориентированное формование, каждое из которых удовлетворяет различные потребности автомобилестроения.
Каким образом формование способствует снижению веса автомобильных компонентов?
Оно обеспечивает значительное снижение веса за счет создания полых конструкций, что позволяет уменьшить массу деталей на 35–50% по сравнению с литыми деталями.
Каковы экономические преимущества формования в производстве автомобилей?
Формование экономически эффективно благодаря меньшим затратам на алюминиевую оснастку и возможности масштабирования для крупносерийного производства, обеспечивая снижение первоначальных затрат на оснастку на 30–50%.
Как формование соответствует целям устойчивого развития?
Минимизируя использование материалов и обеспечивая замкнутый цикл переработки, экструзионное формование соответствует целям устойчивого развития, позволяя при этом реализовывать сложные конструктивные особенности.
Какие материалы обычно используются в экструзионном формовании для автомобильной промышленности?
Для этих целей часто применяются термопластические полимеры, такие как полиэтилен высокой плотности (HDPE) и полипропилен, которые обеспечивают значительное снижение массы и повышают показатели безопасности при столкновениях.
 Горячие новости
Горячие новости2024-10-29
2024-09-02
2024-09-02
Авторское право © 2024 Changzhou Pengheng Auto parts Co., LTD
 EN
EN
 AR
AR
 FR
FR
 DE
DE
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RU
RU
 NL
NL
 FI
FI
 PL
PL
 RO
RO
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 AF
AF
 GA
GA
 CY
CY
 AZ
AZ
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MR
MR
 MN
MN
 NE
NE
 TE
TE
 KK
KK
 UZ
UZ
 AM
AM
 SM
SM





