A moldagem por sopro emergiu como um processo-chave de fabricação para peças automotivas ocas, entregando um equilíbrio entre desempenho estrutural e economia de peso. Ela suporta o processo de moldagem por sopro ao soprar pré-formas plásticas aquecidas contra cavidades do molde para formar formas lisas que utilizam menos material, mas mantêm resistência para suportar cargas. Essa abordagem está se tornando mais popular entre engenheiros automotivos para tanques de combustível, dutos de ar e reservatórios de fluidos, onde a redução de peso das peças pela otimização da espessura das paredes varia entre 20-35% em comparação com a moldagem por injeção.
Três variantes principais da moldagem por sopro atendem diferentes necessidades automotivas:
Como exemplo, os graus de material utilizados são termoplásticos de engenharia, como polietileno de alta densidade (HDPE) e polipropileno (PP), que oferecem economia de massa de 30-50% em comparação com metais e desempenho em segurança no impacto. Sistemas mais avançados incorporam diretamente nas linhas de combustível o desempenho de barreira. Como o processo utiliza uma quantidade mínima de material, ele atende às metas de sustentabilidade dos fabricantes automotivos e permite que canais complexos de fluxo de ar e características de montagem sejam moldados diretamente, ao invés de adicionados por meio de operações secundárias.

O processo de moldagem por sopro produz peças únicas ocas que proporcionam uma redução de peso de 15–30% em comparação com peças sólidas do mesmo componente em um veículo. Este processo elimina materiais desnecessários em áreas não estruturais e otimiza a distribuição da espessura das paredes para garantir o desempenho na estrutura estática. Além disso, a economia de peso para coletores de admissão de ar moldados por sopro e dutos de HVAC é de 2,8–4,1 kg por peça em veículos leves, e o desempenho em colisão não é afetado.
O método simplifica o projeto do conjunto através da moldagem de recursos multifuncionais, como a inclusão de caixas de alto-falantes e dutos para fiação em painéis de porta integrados. O console central moldado em uma única peça substitui 8-12 peças tradicionais de metal/plástico, economizando 22% no custo de produção. Desenvolvimentos recentes permitem até mesmo a co-moldagem de receptáculos para clips e guias de parafusos já na primeira etapa de formação, facilitando assim a montagem imediata, ou seja, sem qualquer processamento adicional.
A moldagem por sopro permite acabamentos superficiais tipo Classe-A com capacidade de profundidade para painéis envolventes e apoios de braço contornados. Os designers incorporam texturas simulando madeira, acabamentos foscos e polímeros com consistência de cor diretamente no processo de extrusão do parison. Para veículos premium, a moldagem por sopro em duas etapas cria transições suaves entre superfícies de TPE com toque suave e estruturas internas rígidas de ABS.
Em comparação com a moldagem por injeção, a moldagem sopro reduz o consumo de polímeros em 35–50% para peças de volume equivalente, graças a sistemas precisos de controle de parison. Os principais fabricantes alcançam taxas de utilização do material de 98,2% ao utilizar reciclagem em circuito fechado dos resíduos de aparas.
As estruturas ocas criadas por meio da moldagem sopro reduzem o peso dos componentes em 35–50% em comparação com alternativas moldadas por injeção sólidas, mantendo a mesma capacidade de suportar cargas. Isso permite que os fabricantes de automóveis recuperem capacidade útil para sistemas de baterias em VE ou recursos adicionais de segurança em veículos convencionais.
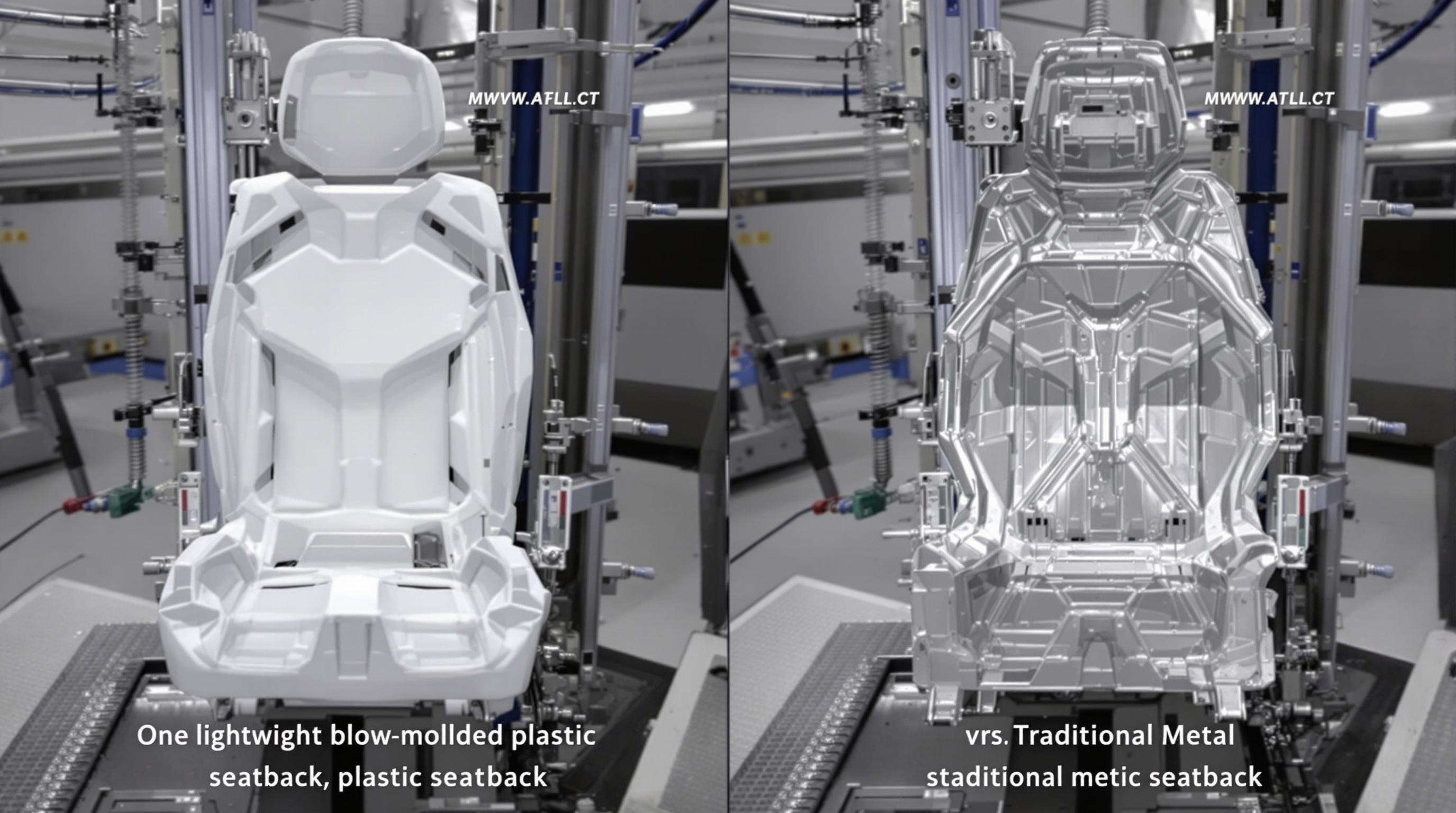
Componentes moldados por sopro demonstram 40% maior absorção de energia por unidade de massa do que o aço estampado em simulações de colisão. Estruturas de encosto de assentos produzidas por moldagem por sopro suportam forças superiores a 75 kN durante testes de colisão traseira, pesando 60% menos do que conjuntos tradicionais.
| Tipo de Polímero | Propriedades-chave | Aplicações Automotivas |
|---|---|---|
| Misturas de ABS | Alta resistência ao impacto, estabilidade UV | Dutos, componentes de assentos |
| Polipropileno (PP) | Resistência química, baixa densidade | Carcaças de HVAC, reservatórios de fluidos |
| Híbridos de Policarbonato | Tolerância extrema ao calor (160°C+) | Coberturas de iluminação, suportes de sensores |
Avanços recentes em blends de polipropileno reforçados com fibra de vidro alcançam relações rigidez-peso 40% superiores às variantes convencionais.
A coextrusão por sopro aborda requisitos conflitantes de materiais por meio de estruturas em camadas. Tanques de combustível multicamada permitem redução de peso de 30% em comparação com alternativas de aço, eliminando ao mesmo tempo tratamentos secundários anticorrosão.
A moldagem por sopro oferece uma competitividade de custo superior ao produzir peças automotivas em grandes volumes; a ferramenta e o processo de moldagem por sopro permitem que você controle e dimensione conforme suas necessidades. Enquanto a moldagem por injeção tem um custo elevado devido à dependência de ferramentas de aço caras, a moldagem por sopro requer ferramentas de alumínio mais básicas, reduzindo tipicamente o investimento inicial em 30-50%. Os custos médios dos fabricantes diminuem com o aumento da produção, pois os custos são distribuídos por um maior número de componentes internos.
Embora mais de 68% dos fabricantes automotivos exijam atualmente conteúdo reciclado em componentes internos, as principais empresas têm superado desafios de desempenho utilizando sistemas de extrusão-sopro com classificação de eficiência energética Euromap 10+, reduzindo o consumo de energia em 30%.
Máquinas de moldagem por sopro equipadas com sensores agora utilizam análises em tempo real para ajustar a espessura das paredes com precisão de ±0,15 mm. Algoritmos de manutenção preditiva analisam padrões de torque do motor e alterações na viscosidade do material fundido, antecipando 92% das paralisações antes que ocorram.
Quais são as principais variantes da moldagem por sopro utilizadas na produção automotiva?
As três variantes principais são moldagem por sopro extrusado, moldagem por sopro injetado e moldagem por sopro estirado, cada uma atendendo diferentes necessidades automotivas.
Como a moldagem por sopro contribui para a redução de peso em automóveis?
Ela oferece redução significativa de peso ao produzir estruturas ocas, o que pode diminuir o peso dos componentes em 35-50% em comparação com peças moldadas por injeção sólidas.
Quais são os benefícios de custo da moldagem por sopro na fabricação de veículos?
A moldagem por sopro é economicamente eficiente devido ao menor investimento em ferramental de alumínio e à escalabilidade para produção em alto volume, oferecendo redução de 30-50% nos custos iniciais de ferramentalização.
Como a moldagem por sopro se alinha às metas de sustentabilidade?
Ao minimizar o uso de materiais e permitir reciclagem em circuito fechado, a moldagem por sopro alinha-se às metas de sustentabilidade, ao mesmo tempo que permite recursos de design complexos.
Quais materiais são comumente utilizados na moldagem por sopro para aplicações automotivas?
Termoplásticos de engenharia como o polietileno de alta densidade (HDPE) e polipropileno são comumente utilizados, oferecendo economia significativa de massa e desempenho em segurança no caso de colisão.
 Notícias em Destaque
Notícias em Destaque2024-10-29
2024-09-02
2024-09-02
Direitos autorais © 2024 Changzhou Pengheng Auto parts Co., LTD
 EN
EN
 AR
AR
 FR
FR
 DE
DE
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RU
RU
 NL
NL
 FI
FI
 PL
PL
 RO
RO
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 AF
AF
 GA
GA
 CY
CY
 AZ
AZ
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MR
MR
 MN
MN
 NE
NE
 TE
TE
 KK
KK
 UZ
UZ
 AM
AM
 SM
SM





