खोल वाहन भागांच्या उत्पादनासाठी ब्लो-मोल्डिंग एक महत्त्वाची उत्पादन प्रक्रिया म्हणून उदयास आली आहे जी संरचनात्मक कामगिरी आणि वजन कमी करण्याच्या तोलाची खात्री करते. हे गरम प्लास्टिक पॅरिसन्स ब्लो मोल्डिंगद्वारे साच्याच्या कोटरांमध्ये वाकण्यास आणि चिकट आकार तयार करण्यासाठी समर्थन करते ज्यामुळे कमी सामग्रीचा वापर होतो परंतु भार सहन करण्याची ताकद राहते. ही पद्धत इंजिनिअर्समध्ये इंधन टाक्या, हवा नलिका आणि द्रव टाक्यांसाठी अधिक लोकप्रिय होत आहे, जिथे भिंतीच्या जाडीचे अनुकूलन करून भागाचे वजन कमी होते ते 20-35% च्या श्रेणीत इंजेक्शन मोल्डिंगच्या तुलनेत आहे.
ऑटोमोटिव्ह आवश्यकतांची वेगवेगळी उत्तरे देण्यासाठी ब्लो मोल्डिंगच्या तीन मुख्य पद्धती आहेत:
उदाहरणार्थ, वापरलेल्या मटेरियल ग्रेड अभियांत्रिकी थर्मोप्लास्टिक्स आहेत जसे की HDPE आणि पॉलिप्रोपिलीन (PP), जे धातूंच्या तुलनेत 30-50% वस्तुमान बचत देतात आणि क्रॅश सुरक्षा कामगिरी देतात. अधिक प्रगत बहुस्तरीय प्रणाली इंधन लाइनमध्ये अडथळा कामगिरी समाविष्ट करतात. कारण प्रक्रियेमध्ये किमान प्रमाणात सामग्रीचा वापर होतो, त्यामुळे ते ऑटोमेकर्सच्या शाश्वतता लक्ष्यांशी जुळते आणि त्यामुळे जटिल हवाई मार्ग आणि माउंटिंग वैशिष्ट्ये ओतली जाऊ शकतात, दुय्यम ऑपरेशनद्वारे जोडण्याची आवश्यकता नाही.

वाहनातील एकाच भागासाठी घन पदार्थांच्या तुलनेत 15-30% वजन कमी करण्यासाठी ब्लो मोल्डिंग या प्रक्रियेद्वारे खोलगट एकल भाग मिळतात. ही प्रक्रिया अरचनात्मक क्षेत्रातील अनावश्यक सामग्रीचा नायनाट करते आणि स्थैर्य संरचनेत कामगिरी सुनिश्चित करण्यासाठी भिंतीच्या जाडीचे वितरण अनुकूलित करते. तसेच, हलक्या वाहनांसाठी खोलगट ब्लो-मोल्डेड एअर इंटेक मॅनिफोल्ड आणि HVAC डक्ट्समध्ये प्रति तुकडा 2.8-4.1 किलोपर्यंत वजन बचत होते आणि अपघाताच्या कामगिरीवर परिणाम होत नाही.
ही पद्धत असेंब्लीच्या डिझाइनला सरळ करते, ज्यामध्ये बहुउद्देशीय वैशिष्ट्यांचा समावेश आहे, उदा. स्पीकर हाऊसिंग आणि वायरिंग कंडुइट्स एकत्रित केलेल्या दरवाजाच्या पॅनलमध्ये. एका भागाचे ब्लो मोल्डेड सेंटर कॉन्सोल, 8-12 पारंपारिक धातू/प्लास्टिक भागांच्या जागी, उत्पादन खर्चात 22% बचत करते. अलीकडील विकासामुळे क्लिप रिसेप्टेकल्स आणि स्क्रू बॉसेसचे सह-मोल्डिंग पहिल्या फॉर्मिंग पायऱ्यातच करणे शक्य झाले आहे, त्यामुळे ताबडतोब असेंब्ली सुलभ होते, अर्थातच कोणत्याही प्रक्रियेशिवाय.
ब्लो मोल्डिंगमध्ये क्लास-ए सरफेस फिनिशेस आणि डीप-ड्रॉ तंत्रज्ञानाचा समावेश आहे, ज्यामुळे डॅशबोर्ड आणि आकारात बदल केलेल्या आरमरेस्टचे उत्पादन होते. डिझायनर्स पॅरिसन एक्सट्रूजन प्रक्रियेतच लाकडी धान्याच्या मऊपणाचे वापर, मॅट फिनिश आणि रंगात सातत्य असलेले पॉलिमर्सचा समावेश करतात. प्रीमियम वाहनांसाठी, दुहेरी-टप्पा ब्लो मोल्डिंगमुळे मऊ स्पर्शाच्या टीपीई सरफेस आणि कठोर एबीएस संरचनात्मक कोअर दरम्यान अखंड संक्रमण तयार होते.
इंजेक्शन मोल्डिंगच्या तुलनेत ब्लो मोल्डिंगमध्ये पॅरिसन नियंत्रण प्रणालीमुळे समान प्रमाणातील भागांसाठी पॉलिमरचा वापर 35-50% कमी होतो. अग्रगण्य उत्पादक ट्रिमिंग स्क्रॅपच्या क्लोज-लूप पुनर्वापराद्वारे 98.2% सामग्री वापर दर साध्य करतात.
ब्लो मोल्डिंगद्वारे तयार केलेल्या खोलगट संरचनांमुळे इंजेक्शन मोल्डेड पर्यायांच्या तुलनेत घटकांचे वजन 35-50% कमी होते, तरीही समान भार वहन क्षमता राहते. यामुळे ईव्हीमधील बॅटरी प्रणाली किंवा पारंपारिक वाहनांमधील अतिरिक्त सुरक्षा वैशिष्ट्यांसाठी ऑटोमेकर्स भार वहन क्षमता पुन्हा मिळवू शकतात.
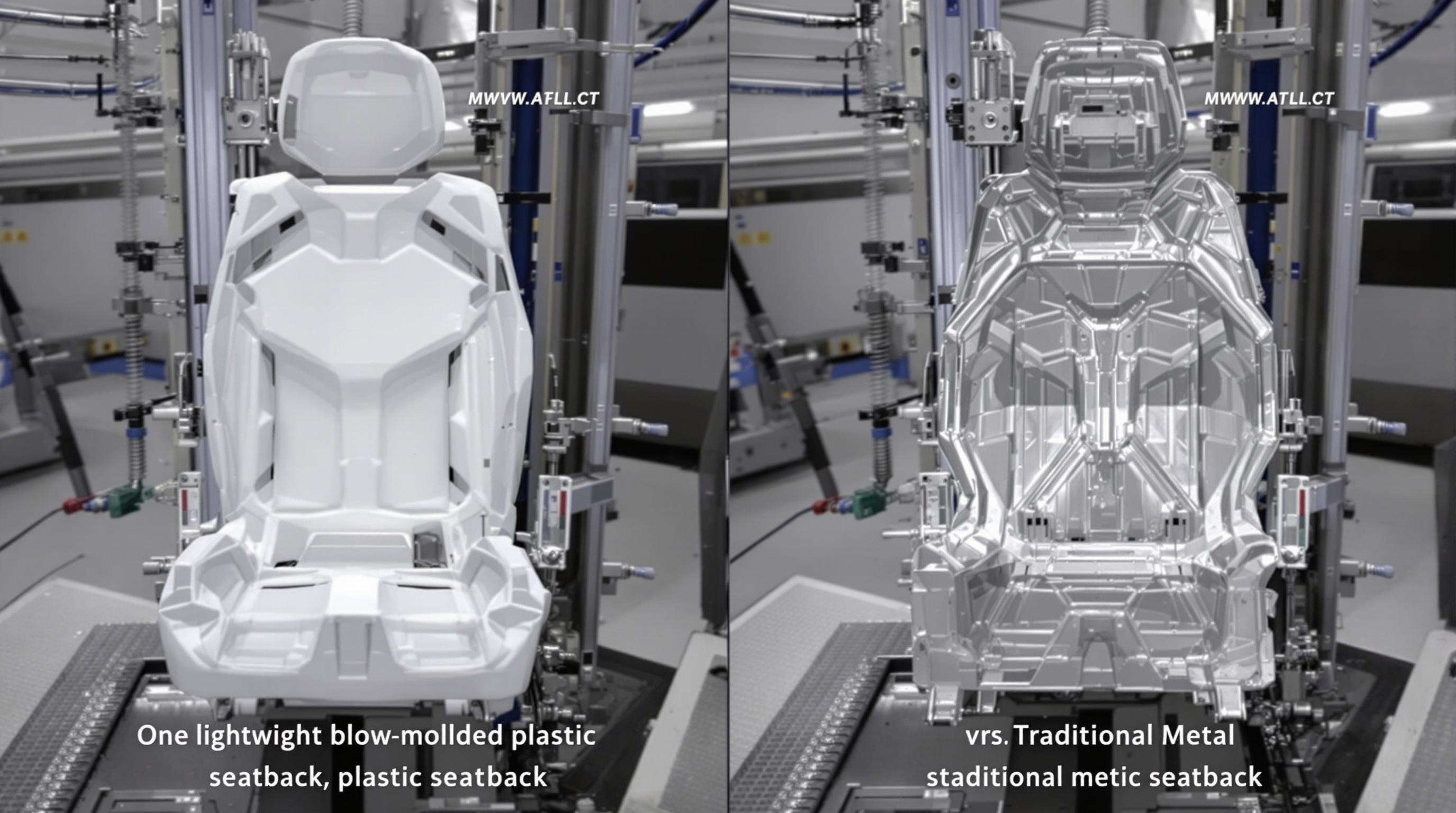
क्रॅश अनुकरणामध्ये स्टॅम्प केलेल्या स्टीलच्या तुलनेत प्रति एकक वस्तुमानाचे 40% अधिक ऊर्जा शोषण ब्लो-मोल्डेड घटक दर्शवतात. ब्लो मोल्डिंगद्वारे तयार केलेल्या सीटबॅक संरचना मागील अपघाताच्या चाचण्यांदरम्यान 75 केएनच्या अधिक शक्तीस तोंड देतात आणि त्या पारंपारिक असेंब्लीजच्या तुलनेत 60% कमी वजनाच्या असतात.
| पॉलिमर प्रकार | मुख्य गुणधर्म | ऑटोमोटिव्ह अनुप्रयोग |
|---|---|---|
| एबीएस मिश्रणे | उच्च प्रभाव प्रतिकार, यूव्ही स्थिरता | डक्ट, बसण्याचे घटक |
| पॉलिप्रोपिलीन (पीपी) | रासायनिक प्रतिकार, कमी घनता | एचव्हीएसी हाऊसिंग, द्रव साठा |
| पॉलीकार्बोनेट हायब्रिड्स | अतिशय उष्णता सहनशीलता (160 अंश सेल्सिअस+) | प्रकाश झाकणे, सेन्सर माऊंट्स |
काचेच्या तंतूने प्रबळित पीपी मिश्रणातील नवीन प्रगतीमुळे पारंपारिक प्रकारांच्या तुलनेत 40% अधिक कठोरता-वजन गुणोत्तरे साध्य केली जातात.
सह-एक्सट्रूजन ब्लो मोल्डिंग थराळ संरचनांद्वारे विसंगत सामग्री आवश्यकता संबोधित करते. बहुस्तरीय इंधन टाकींमुळे तीस स्टील पर्यायांच्या तुलनेत 30% कमी वजन होते आणि दुय्यम अॅन्टी-संक्षारण उपचारांना रद्द केले जाते.
उच्च वॉल्यूममध्ये वाहन भागांची निर्मिती करताना ब्लो मोल्डिंगची खर्च-स्पर्धात्मकता अधिक चांगली असते, ब्लो मोल्डिंगच्या साधनसामग्री आणि प्रक्रियेवर नियंत्रण ठेवता येते आणि तुमच्या गरजेनुसार त्याचे मोजमाप वाढवता येते. जिथे इंजेक्शन मोल्डिंगचा खर्च चांगल्या प्रतीच्या स्टीलच्या साधनसामग्रीवर अवलंबून राहून खूप जास्त येतो, तिथे ब्लो मोल्डिंगसाठी अधिक साध्या अॅल्युमिनियमच्या साधनसामग्रीची आवश्यकता असते, ज्यामुळे सुरुवातीच्या गुंतवणुकीत 30-50% पर्यंत कपात होते. उत्पादनात वाढ होत असताना उत्पादकांच्या सरासरी खर्चात कपात होते, कारण खर्च अधिक संख्येने आतील घटकांवर विभागला जातो.
जवळपास 68% पेक्षा अधिक OEM आता आतील घटकांमध्ये पुनर्वापरित सामग्रीची मागणी करतात, तरीही अग्रगण्य उत्पादकांनी Euromap 10+ ऊर्जा कार्यक्षमता रेटिंग प्राप्त करणारी एक्सट्रूजन-ब्लो प्रणाली राबवून कामगिरीशी संबंधित आव्हानांवर मात केली आहे, ज्यामुळे 30% पर्यंत ऊर्जा वापरात कपात झाली आहे.
सेन्सर्स असलेल्या ब्लो मोल्डिंग मशीन्स आता वॉल थिकनेस ±0.15 मिमी अचूकतेने समायोजित करण्यासाठी रिअल-टाइम अॅनालिटिक्सचा उपयोग करतात. प्रीडिक्टिव्ह मेंटेनन्स अल्गोरिदम मोटर टॉर्क पॅटर्न आणि मेल्ट व्हिस्कॉसिटीमधील बदलांचे विश्लेषण करतात आणि 92% उत्पादन थांबवण्यापूर्वीच त्यांचा अंदाज लावतात.
ऑटोमोटिव उत्पादनात वापरल्या जाणार्या ब्लो मोल्डिंगच्या मुख्य प्रकार कोणते आहेत?
एक्सट्रूजन ब्लो मोल्डिंग, इंजेक्शन ब्लो मोल्डिंग आणि स्ट्रेच ब्लो मोल्डिंग हे तीन मुख्य प्रकार आहेत, जे वेगवेगळ्या ऑटोमोटिव गरजा पूर्ण करतात.
ऑटोमोटिव लाइटवेटिंगमध्ये ब्लो मोल्डिंग कसे योगदान देते?
हे सॉलिड इंजेक्शन मोल्डेड भागांच्या तुलनेत 35-50% भागांचे वजन कमी करून उल्लेखनीय वजन कमी करते.
वाहन उत्पादनात ब्लो मोल्डिंगचे खर्च फायदे काय आहेत?
उच्च प्रमाणात उत्पादनाच्या क्षमतेसाठी अॅल्युमिनियम टूलिंगमधील कमी गुंतवणूक आणि मापनीयतेमुळे ब्लो मोल्डिंग खर्च-प्रभावी आहे, जे सुरुवातीच्या टूलिंग खर्चात 30-50% कपात देते.
ब्लो मोल्डिंग स्थिरता उद्दिष्टांशी कसे जुळवून घेते?
उघड-आठवडा पुनर्वापर शक्य बनवताना आणि सामग्रीचा वापर कमी करताना, उडवणे साधनाच्या स्थिरता उद्दिष्टांशी जुळते, तरीही जटिल डिझाइन वैशिष्ट्यांना परवानगी देते.
ऑटोमोटिव अनुप्रयोगांसाठी उडवणे साधनात कोणत्या सामग्रीचा वापर सामान्यत: केला जातो?
अभियांत्रिकी थर्मोप्लास्टिक्स सारखे एचडीपीई आणि पॉलीप्रोपिलीन सामान्यत: वापरले जातात, जे महत्त्वाचे वस्तुमान बचत आणि अपघात सुरक्षा कामगिरी देतात.
 गरम बातम्या
गरम बातम्या 2024-10-29
2024-09-02
2024-09-02
कॉपीराइट © २०२४ चांगझोउ पेंगहेंग ऑटो पार्ट्स कं, लि.
 EN
EN
 AR
AR
 FR
FR
 DE
DE
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RU
RU
 NL
NL
 FI
FI
 PL
PL
 RO
RO
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 AF
AF
 GA
GA
 CY
CY
 AZ
AZ
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MR
MR
 MN
MN
 NE
NE
 TE
TE
 KK
KK
 UZ
UZ
 AM
AM
 SM
SM





