Хоолойт автомобиль хэсгүүдийг үйлдвэрлэхэд урсгалаар хэлбэрлэх нь бүтцийн ачаалал тэсвэрт чадвар ба жингийн хувьд таазан шийдэл болсон. Энэ технологи нь халаасан пластик парайсыг матрицад урсган гладкийн хэлбэрт оруулдаг бөгөөд илүү бага материал ашигладаг ч ачааллыг даах хүч чадалтай байдаг. Энэ арга нь авто инженерчлэлд илүү ихээр танигдах болсон бөгөөд шахалттай хэлбэрлэхтэй харьцуулахад ханын зузааны оптимизацийн тусламжтайгаар деталийн жинг 20-35% хүртэл бууруулах боломжийг танхим, агаарын суваг, шингэний саван дээр хэрэгжүүлж байна.
Гурван төрлийн хөндий биет хийх арга нь автомашины үйлдвэрлэлийн өөр өөр шаардлагыг хангана:
Жишээлбэл, хэрэглэдэг материалын зэрэглэл нь хөнгөн цагаан болон мөнгөн замын хувьд 30-50% хэмнэлттэй, мөн мөргөлдөөний аюулгүй байдлыг хангах чанартай инженерийн термопластик материалын төрлүүд (HDPE, полипропилен (PP)) юм. Илүү дэвшилтэт олон давхаргат систем нь шингэний шугамыг шууд саармагжуулах чадварыг оруулж өгдөг. Энэ процесст хамгийн бага хэмжээний материалыг ашигладаг тул автомашины үйлдвэрлэгчдийн тогтвортой байдалд нийцэж, нарийн агаарын зам болон бэхэлгээний хэсгүүдийг нэмэлт үйлдлээр бус хиймэлрэн хийх боломжийг олгодог.

Хоолой хийхэд хоосон цоргийн хэсгийг нэг дэд хэсгээр хийх боломжийг олгодог бөгөөд энэ нь түүнээс 15-30% хүртэл жин багасгаж, түүнчлэн тэргэн дэх ижил хэсгийн бат бөх байдал нь хадгалагдана. Энэ процесс нь бүтцийн бус хэсэгт хэрэггүй материалыг арилгаж, ханын зузааны тархалтыг оновчтой болгож, статик бүтцийн ажиллагааг хангана. Түүнчлэн, хоосон хоолой хийсэн агаарын цуглуулах коллекторын хоолой ба HVAC хоолойн жинг хөнгөвчлөх нь хөнгөн тэргэнд тооцоолбол хэсэг тутмын жин 2.8-4.1 кг байна. Мөн мөргөлдөөний үед ажиллагаа нь нөлөөлөөгүй байна.
Энэ арга нь дууны хайрцагны байр, утасны суваг зэрэг олон үүрэг гүйцэтгэх шинж чанаруудыг нэгтгэсэн хаалтын самбаруудад тулгуурлан угсаргааны загварыг хялбарчилдаг. Шүүлтүүртэй хөнгөн цагаан төмөр/хүнд хэсгүүдийг орлуулсан нэг хэсэгт бүхий төв табло нь үйлдвэрлэлийн зардлыг 22% хэмнэдэг. Сүүлийн үеийн хөгжилт нь хавчуурын зүүлт, товшооны төвүүдийг хийх ажилд нэгдүгээрт хийх боломжийг олгодог бөгөөд энэ нь угсаргааг хурдасгах, боловсруулахгүйгээр хийх боломжийг олгодог.
Тойрч байгаа баганын самбар, муруй хэлбэртэй гар дэвтэр зэрэг гүнзгийрүүлэн хэвлэх боломжийг ашиглан амьсгалын хөтөлбөр нь А ангиллын гадаргуугийн боловсруулалтыг дэмждэг. Загвар зохиомжийн багш нар модны бүтцийн байдал, мат бүтэц, өнгөний нарийвчлалтай полимерүүдийг шууд шахмал гарган авах үйл явцад нь оруулан авдаг. Ангилал дээд түвшний тээврийн хэрэгслээр хялбар TPE гадаргуу ба хатуу ABS бүтцийн цөмийн хооронд чанар сайтай шилжихийг хангахын тулд хоёр үе шаттай амьсгалын аргыг хэрэглэдэг.
Инжекц хаягттай харьцуулахад, парисоны нарийвчлалын удирдлагын систем нь ижил эзлэхүүнтэй детальд полимерийн хэрэглээг 35–50%-иар бууруулдаг. Хамгийн ахмад үйлдвэрлэгчид нь ирсэн бохирлогыг дахин боловсруулан боловсруулах замаар материал ашиглалтын түвшнийг 98,2%-д хүргэдэг.
Хийн хаягаар үүсгэсэн хоолойт бүтэц нь хатуу инжекц хаягт детальтай харьцуулахад детальд жинг 35–50%-иар бууруулж, ачаа даах чадварыг хадгалж үлдээдэг. Энэ нь цахилгаан тээврийн хэрэгслүүдэд солирхог системд эсвэл стандарт тээврийн хэрэгслүүдэд нэмэлт аюулгүй байдлын шийдлүүдэд авчрах чадварыг автомашин үйлдвэрлэгчдэд боломжоор хангана.
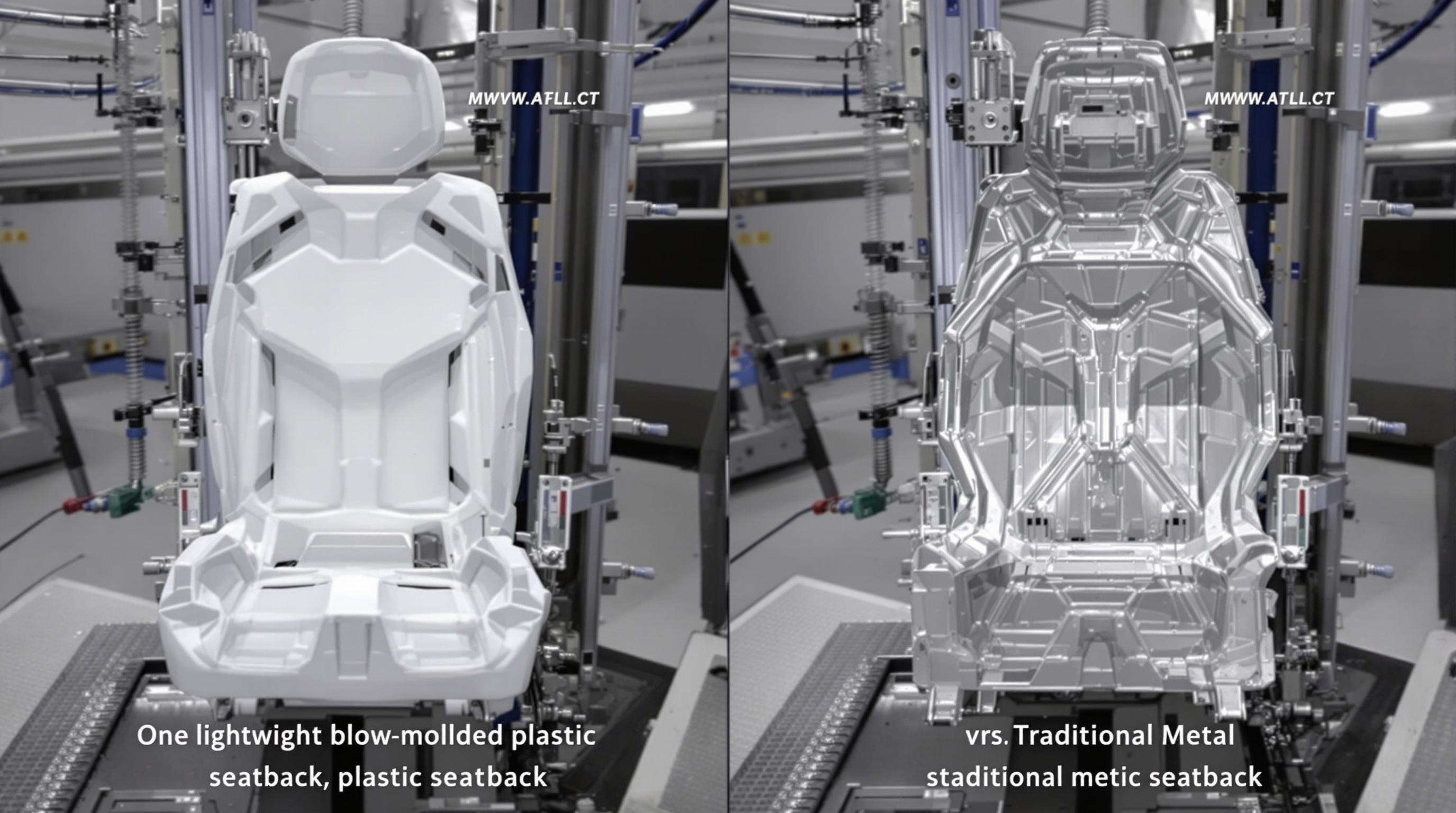
Хийн шахалтаар хийсэн бүрэлдэхүүн хэсгүүд нь мөргөлдөөний симуляц дээр нэгж масстай харьцуулахад шахагдсан гангаас 40% илүү энерги шингээдэг. Хийн шахалтаар үйлдвэрлэсэн суудлын хойд хэсэг нь араас нь мөргөх туршилтанд 75 кН-с давах хүчийг тэсвэрлэх бөгөөд харьцангуй хуучин загваруудаас 60% хөнгөн байдаг.
| Полимерийн төрөл | Үндсэн үзүүлэлтүүд | Автомашины хэрэглээний програмууд |
|---|---|---|
| ABS Хольцууд | Өндөр түвшний хүчтэй эсэргүүцэл, цацрагийн тогтвортой байдал | Сав, суудлын бүрэлдэхүүн хэсгүүд |
| Полипропилен (PP) | Химийн эсэргүүцэл, бага нягт | ХАУК байгууламжууд, шингэний савнууд |
| Поликарбонатын хольцууд | Хэт өндөр халуунд тэсвэртэй (160°C+) | Гэрэлтүүлгийн хаалтууд, сенсорын суурь |
Саяхан гарч ирсэн шилэн ширмээр баталгаажсан PP хольц нь хэвийн хувилбараас жингийн харьцаагаар 40%-иар илүү хатуу байдаг.
Хосолсон экструзийн агааржуулалтын форм нь давхаргатай бүтцээр зөрчилдөх материаллын шаардлагыг шийдвэрлэдэг. Олон давхаргатай шатахууны сав нь цайрнаас хийсэн хувилбарынхаа харьцаагаар 30%-иар хөнгөн бөгөөд хоёрдогч антикоррозийн эмчилгээг арилгадаг.
Хийн хуванцарлах арга нь их хэмжээний автомашин хэсгүүдийг үйлдвэрлэх үед илүү сайн өртөг-үр дүнтэй байдаг. Хийн хуванцарлах технологийн хэрэгсэл болон үйл явцыг таны шаардлагын дагуу удирдах, масштабжуулах боломжтой. Харин цутгамал аргын өндөр өртөг нь үнэтэй ган хэрэгсэлд итгэсэнтэй холбоотой байдаг бол хийн хуванцарлах аргад илүү энгийн хайрцагны хэрэгсэл шаардлагатай бөгөөд энэ нь анхны хөрөнгө оруулалтыг ихэвчлэн 30-50%-иар бууруулдаг. Үйлдвэрлэлийн хэмжээ нэмэгдэх тусам үйлдвэрлэгчдийн дундаж өртөг буурдаг учир нь зардал нь илүү олон доторх хэсгүүдэд таргаар хуваагддаг.
Одоо 68%-с дээш хэмжээний OEM-үүд доторх хэсгүүдэд дахин боловсруулсан материалыг заавал ашиглахыг шаардаж байгаа бол удирдагч үйлдвэрлэгчид Euromap 10+ энергийн үр ашгийн зэрэглэлийг олж авсан шахмал-хийн хуванцарлах системийг ашиглан энерги хэрэглээг 30%-иар бууруулж, үзүүлэлтийн дутагдалд түүхийн хариу арга хэмжээ авчээ.
Сенсортой хөвүүлэн хуванцарлах төхөөрөмжүүд одоо ханын зузааныг ±0,15 мм нарийвчлалтайгаар тохируулахын тулд бодит цагийн шинжилгээг ашигладаг. Урьдчилан таамаглах засварын алгоритмууд нь хөдөлгүүрийн эргэлтийн моментийн загварууд болон цайлж буй шингэний нягтын өөрчлөлтийг шинжилдэг бөгөөд үйлдвэрлэл зогсох 92%-ийг урьдчилан мэдэгддэг.
Автомашины үйлдвэрт хөвүүлэн хуванцарлах аргын гол хувилбарууд юу вэ?
Гурван гол хувилбар нь экструзион хөвүүлэн хуванцарлах, цацруулах хөвүүлэн хуванцарлах, хөвүүлэн хуванцарлахыг сунгах бөгөөд тус бүр нь автомашины өөр өөр шаардлагыг хангана.
Хөвүүлэн хуванцарлах нь автомашины хөнгөн жинтэй болоход хэрхэн хувь нэмрээ оруулах вэ?
Хоосон бүтцийг үйлдвэрлэх замаар жингийн бууруулалтанд том хувь нэмэр оруулдаг бөгөөд хоосон цацрагийн хуванцар хэсгүүдтэй харьцуулахад хэсгийн жинг 35-50% хүртэл бууруулж болно.
Автомашины үйлдвэрлэлд хөвүүлэн хуванцарлах үед өртгийн ямар давуу тал байдаг вэ?
Хөвүүлэн хуванцарлах нь алчуны төхөөрөмжинд бага хөрөнгө оруулалт шаарддаг, томоохон хэмжээний үйлдвэрлэлд тохируулагдах чадвартай тул анхны төхөөрөмжийн өртгийг 30-50% хүртэл бууруулдаг.
Хөвүүлэн хуванцарлах нь тэгш бус байдалд яаж нийцэж байна вэ?
Материалын ашилгааг багасгаж, дахин боловсруулах аргыг хэрэглэснээр хөндийн хэлбэр үүсгэх нь тэгш бус дизайн шийдлүүдийг хадгалахын зэрэгцээ урт хугацааны тэнцвэртэй байдалд нийцэж байна.
Автомашины салбарт хөндийн хэлбэр үүсгэхэд ямар материалуудыг ихэвчлэн ашигладаг вэ?
HDPE болон полипропилен шиг инженерийн термопластик материалыг ихэвчлэн ашигладаг бөгөөд эдгээр нь массыг эрс бууруулах болон мөргөлдөх аюулгүй байдалд сайн үр дүн үзүүлдэг.
 Халуун мэдээ
Халуун мэдээ2024-10-29
2024-09-02
2024-09-02
Зохиогчийн эрх © 2024 Changzhou Pengheng Auto parts Co., LTD
 EN
EN
 AR
AR
 FR
FR
 DE
DE
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RU
RU
 NL
NL
 FI
FI
 PL
PL
 RO
RO
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 AF
AF
 GA
GA
 CY
CY
 AZ
AZ
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MR
MR
 MN
MN
 NE
NE
 TE
TE
 KK
KK
 UZ
UZ
 AM
AM
 SM
SM





