Სამრეწველო პრობლემების ანალიზი
Ფუთვის ინდუსტრიის კლიენტები გამოწვევების სხვადასხვა სფეროს წინაშე დგებიან, რომლებიც შემდეგნაირია:
- ვაჭრობის პოლიტიკის გავლენა: ჩინეთ-აშშ-ის ვაჭრობის კონფლიქტის გამწვავებამ, რომლის დროსაც აშშ ურთიერთობს ჩინეთის პლასტმასის ნაწარმზე იმპორტის პორცენტს, გამოიწვია ბლომოლდინგის პროდუქტების შეკვეთების დაკარგვა აშშ-ში ექსპორტზე, ca დაბალი გაყიდვები მაღალი ხარისხის პროდუქტების შესახებ და შესაძლოა აშშ-ის კლიენტების მოთხოვნა პორცენტის ღირებულების გაზიარების შესახებ, რაც შემოსავლიანობის ზღვარს ამუშავებს. ამავე დროს, წარმოების ჯაჭვში ზედა დონის ქიმიური ნედლეული და ზოგიერთი ფუნქციური პლასტმასი იმპორტირებულია და შეიძლება შეხვდეს ღირებულების ზრდას რეპრესალიური პორცენტების გამო, რაც ასევე შეიძლება გამოიწვიოს მაღალი ხარისხის ბლომოლდინგის მანქანების ძირეული კომპონენტების იმპორტის ღირებულების ზრდა.
- მკვეთრი ბაზრის კონკურენცია: ხსნიარი დაყენება, გამოყენებული პლასტმასები და სხვა ფაქტორები წარმოადგენენ კონკურენტულ საფრთხეს ტრადიციული ფრთხილი ჩასხმის პროდუქტებისთვის. მაგალითად, გამოყენებული პლასტმასების გამოყენების ზრდა ამცირებს სუფთა პლასტმასების ბაზარს. გარდა ამისა, აზიის და წყნარი ოკეანის რეგიონში ვაჭრობის ბარიერები შემცირდა, რაც უფრო მეტ კონკურენტს აძლევს შესაძლებლობას ბაზარზე შესვლის, რაც ამატებს წნეხს მომხმარებლებზე ფასებისა და ბაზრის წილის მიმართ.
- მკაცრი გარემოსდაცვითი რეგულაციები: მთელი მსოფლიოს მასშტაბით მთავრობებმა მკაცრი ზომები შეიმუშავეს პლასტმასების აღჭურვილობის კონტროლისთვის. მაგალითად, ევროკავშირის „პლასტმასის დაყენებისა და ნაგავის შესახებ რეგულაციები“ მოითხოვს, რომ დაყენება იყოს მეორადად გამოყენებადი ან გადამუშავებადი. იმ წარმოებლებს, რომლებიც არ აკმაყოფილებენ ამ მოთხოვნებს, მაღალი პლასტმასის გადასახადები ელოდებათ, რაც იძულებს ფრთხილი ჩასხმის საწარმოებს გაზარდონ გამოყენებული პლასტმასების გამოყენება, რაც კიდევ უფრო მეტ წარმოების ხარჯებსა და ტექნიკურ რთულებებს იწვევს.
- ტექნოლოგიური ინოვაციების წნევა: როგორც კი იზრდება ბაზრის მოთხოვნები პროდუქტის ხარისხისა და ფუნქციონალურობის მიმართ, ჭრილის ფორმირების მწარმოებელ საწარმოებს უწევთ მუდმივად განაახლონ მოწყობილობები და გააუმჯობესონ პროცესების დონე, მაგალითად, შექმნან მაღალი სიზუსტის მოლდები და ოპტიმიზაცია ჭრილის ფორმირების პროცესები. თუმცა, ტექნოლოგიური განახლებები და ჩანაცვლებები ნიშნავს მაღალ ინვესტიციებს და გრძელ დროს შემოსავლის დაბრუნებისთვის, რაც მეტ წნევას ახდენს საწარმოებზე, განსაკუთრებით პატარა და საშუალო ზომის საწარმოებზე.
- ხარისხის კონტროლის პრობლემები: ჭრილის ფორმირების დროს შეიძლება წარმოიქმნას ნახშირის ნადები, რაც იწვევს პროდუქციის დანგრევის მაჩვენებლის მკვეთრ ზრდას, მაღალ დანგრევის დროის შემარხების ხარჯებს და მოწყობილობების სიცოცხლის შემცირებას, რაც ზეგავლენას ახდენს პროდუქტის ხარისხზე და წარმოების ეფექტიანობაზე და ამაღლებს საწარმოს ხარჯებს.
- ცვალებადი კლიენტის მოთხოვნები: კლიენტებს უფრო მაღალი მოთხოვნები აქვთ პროდუქების მიმართ, რომლებიც მხოლოდ ხარისხიან პროდუქებს არ მოითხოვს, არამედ პერსონალიზებულ კასტომიზაციასაც. ამასთან, კლიენტები ბიუჯეტით შეზღუდულნი არიან და მგრძნობიარენი არიან ფასების მიმართ, რაც კომპანიებს იძულებს კლიენტის მოთხოვნების დაკმაყოფილების პარალელურად ხარჯების კონტროლირებასა და მოგების მაჩვენებლის შენარჩუნებას.
Ჩვენი ამოხსნები
Ფურცლის ფორმირების პროცესს წარმოებით გამოყენებაში მნიშვნელოვანი უპირატესობები აქვს, რაც გამოიხატება ფორმირების ეფექტიანობაში, ხარჯების კონტროლში და პროდუქტის ადაპტაციისუნარიანობაში. დეტალურად შემდეგნაირად:
- მაღალი წარმოების ეფექტიანობა: მასობრივი წარმოებისთვის შესაფერისია, განსაკუთრებით მუშა პროდუქტებისთვის (მაგალითად, პლასტმასის ბოთლები, საწყობი ავეჯი), რომლებიც შეიძლება წარმოიებოდეს მრავალმთავარი მოწყობილობებით ერთდროულად, დიდი ერთჯერადი ნამუშევრის გამოშვებით და დიდი მასშტაბის შეკვეთების მოთხოვნებზე სწრაფად რეაგირების შესაძლებლობით.
- მაღალი მასალის გამოყენება: წარმოების პროცესში ნაკლები ნარჩენი წარმოიქმნება ზღვარზე და კუთხეებში, ხოლო წარმოქმნილი ნარჩენი შეიძლება დაფქვილდეს და ხელახლა გადადნოს გამოსაყენებლად (პროდუქტის ხარისხის მოთხოვნების შესაბამისად), რაც ეფექტურად ამცირებს ნედლეულის დანახარჯს და კონტროლს უწევს წარმოების ხარჯებს.
- მაღალი პროდუქტის ადაპტაციის უნარი: შესაძლებელია სხვადასხვა თერმოპლასტიკური მასალის დამუშავება (მაგალითად, პოლიეთილენი, პოლიპროპილენი, PET და ა.შ.), რაც საშუალებას აძლევს წარმოებას რამდენიმე მილილიტრიანი პატარა კონტეინერებიდან დაწყებული რამდენიმე კუბური მეტრის მასშტაბის დიდი საწყობე რეზერვუარებამდე, ხოლო პროცესის გადატვირთვით შესაძლებელია სხვადასხვა კედლის სისქისა და ფორმის ინდივიდუალურად მორგება, რათა დააკმაყოფილოს საკვების, ქიმიური და მედიკამენტური სფეროების საჭიროებები.
- დაბალი მოწყობილობებისა და ფორმების ღირებულება: ინიექციური ფორმირების და სხვა პროცესების შედარებით, პატარა და საშუალო ზომის ფილმის გაფუღვინების მოწყობილობების საწყისი ინვესტიციის ღირებულება დაბალია, ხოლო მარტივი კედლის გამჭვირვალე პროდუქტებისთვის ფორმის სტრუქტურა შედარებით მარტივია, რაც უზრუნველყოფს უკეთეს კონსტრუირებისა და წარმოების ღირებულებას, რაც განსაკუთრებით შესაფერისია პატარა და საშუალო ბიზნესისთვის.
- პროდუქტის სტაბილური სტრუქტურა: ფორმირების შემდეგ გამოყენებულ კედლის გამჭვირვალ პროდუქტებს აქვთ კარგი საერთო ჰერმეტულობა (მაგ. დახურული აუზები, წნეხის საწყობები), ხოლო კედლის სისქე შეიძლება გადაადგილდეს პროცესის ოპტიმიზაციის საშუალებით, რაც ამაღლებს პროდუქტის დარტყმის წინააღმდეგობას და მადასტურობას, რაც აკმაყოფილებს სიმტკიცის მოთხოვნებს კონკრეტული სცენარებისთვის.
Წარმატების შესახებ შემთხვევები
Კლიმატიზაციის დიფუზორის პანელი
Საყოფაცხოვრებო ტექნიკის ინდუსტრია
Კლიმატიზაციის დიფუზორის პანელების აღწერითი მოთხოვნები
I. ძირეული ფუნქციონალური მოთხოვნები
1. ზუსტი ქარის კონტროლი: მხარდაჭერს მრავალი კუთხით გამართვას (ვერტიკალურად 0-90°, ჰორიზონტალურად 0-120°), შეუძლია მიმართოს ცივი ან თბილი ჰაერის მიწოდება, არ მიუდგეს პირდაპირ სხეულს და მიაღწიოს ჰაერის თანაბარ განაწილებას სახლის მასშტაბით, რათა აღმოფხვროს ტემპერატურული სი dead ზონები.
2. რეჟიმის ადაპტაცია: შეიძლება ავტომატურად დააგრადიროს კუთხე კლიმატკონტროლის მუშაობის რეჟიმის მიხედვით, მაგალითად, საწყისი მდგომარეობა ზემოთ მიმართული ჰაერის მიმართვა გაგრილების დროს (ცივი ჰაერი იძლევა) და საწყისი მდგომარეობა ქვემოთ მიმართული ჰაერის მიმართვა გათბობის დროს (თბილი ჰაერი ამოდის ზემოთ), რაც თავიდან აცილებს ხელით მრავალჯერად გამართვის საჭიროებას.
3. უხმაური მუშაობა: ჰაერის მიმართვის ფილის შებრუნება არ ქმნის 25 დბ-ზე მეტ ხმაურს. იყენებს უხმაურ ძრავს და უხმაურ შემხვევ სტრუქტურას, რათა თავიდან აიცილოს შეჩერება ან არანორმალური ხმები გამართვის დროს, რაც არ ახდენს გავლენას უხმაურ სცენარებზე, როგორიცაა ძილი და მუშაობა.
II. სტრუქტურისა და მასალების მიმართ მოთხოვნები
- მაღალი ხანგრძლივობის მასალა: დამზადებულია ABS ინჟინერიის პლასტმასისგან ან PC მასალისგან, არის ანტი-შესვენებული, წინააღმდეგობას უწევს მაღალ ტემპერატურას (≥80℃) და დაბალ ტემპერატურას (≤-10℃). არ იცვლის ფორმას და არ ყვითლდება დროთა განმავლობაში, ზედაპირი ისვენებადია – შეიძლება პირდაპირ გაისვენოთ სველი სახეცმელით.
- სტაბილური კონსტრუქცია: შეერთების ნაწილები ამძლავრებული მუფტის დიზაინით არის შექმნილი, რაც უზრუნველყოფს მაღალ მატარებლობას და თავიდან აიცილებს გადამყარებას ან გამომსვლელობას გრძელვადიანი გამოყენების შემდეგ; წიბულები მომრგვალებულია, რათა თავიდან აიცილოს დარტყმები და ხაზები, განსაკუთრებით შესაფერისია იმ შემთხვევებისთვის, როდესაც ოჯახში ხანდაზმულები ან ბავშვები ცხოვრობენ. 

Ჰაერის დისპერსიის სისტემების მომთხოვნობის დასაკმაყოფილებლად ფუჩინის ინდუსტრიისთვის გადაწყვეტა
Ფუჩინის პროცესი, რომელიც იყენებს მის ღრუ ფორმირების თვისებებს და მასალის თავსებადობას, ზუსტად აკმაყოფილებს ჰაერის დისპერსიის სისტემების მოთხოვნებს წარმოების, მუშაობის და ღირებულების მიმართ. ძირეული გადაწყვეტა შემდეგია:
I . Მასალისა და ექსპლუატაციის თვისებების შესაბამისობა: მდგრადობისა და გარემოსთან შეგუების მოთხოვნების დაკმაყოფილება
1. მასალის შერჩევის ოპტიმიზაცია: გამოიყენეთ HDPE (მაღალი სიმკვრივის პოლიეთილენი) + ზეთისფენის ძაფით არმირებული მოდიფიცირებული მასალა ან PC/ABS შენადნობის განსაკუთრებული მასალა ბურღვისთვის. პირველი მასალა აქვს ტემპერატურული წინააღმდეგობის დიაპაზონი -40℃-დან 110℃-მდე, მისი ასაკობრივი დეგრადაციის წინააღმდეგობა 40%-ით მეტია, ვიდრე ჩვეულებრივი ბურღვის პლასტმასის შემთხვევაში, ასევე მყარია და ნაკლებად prone to breakage; მეორე მასალა ითვალისწინებს PC-ის მაღალი ტემპერატურის წინააღმდეგობას (≥120℃) და ABS-ის შეჯახების წინააღმდეგობას, და შეიძლება ერთ ეტაპზე დაფორმდეს ბურღვის პროცესის გამოყენებით, რაც აკმაყოფილებს ჰაერის მიმართულების ფირის გრძელვადიანი გამოყენების მოთხოვნებს კონდიციონერის ჰაერის გამოტაცის ტემპერატურული სხვაობის პირობებში.
2. სტენის თანაბარი სისქის კონტროლი: გამოიყენეთ სერვომოძრავით მოძრავი ექსტრუდერი და ჩაკეტილი ციკლის სისქის კონტროლის სისტემა, რათა ჰაერის მიმართულების ფირის სისქის შეცდომა შეზღუდოთ ±0.1მმ-ით, რაც თავიდან აიცილებს ლოკალურ თხელდებას, რომელიც იწვევს დეფორმაციას (მაგ., გრძელვადიანი სიცხის გამო ჰაერის გამოტაცების დროს ზედაპირის გადამოწოდებას), ასევე უზრუნველყოფს სიმტკიცეს კიდეში და ღერძთან შეერთების ნაწილში, რაც ხსნის შემოუკრავობის და გამოყოფის პრობლემებს.
II. პროცესი და სტრუქტურული ფორმირება: ზუსტი ქარის კონტროლისა და უხმობის მოთხოვნების ამოხსნა
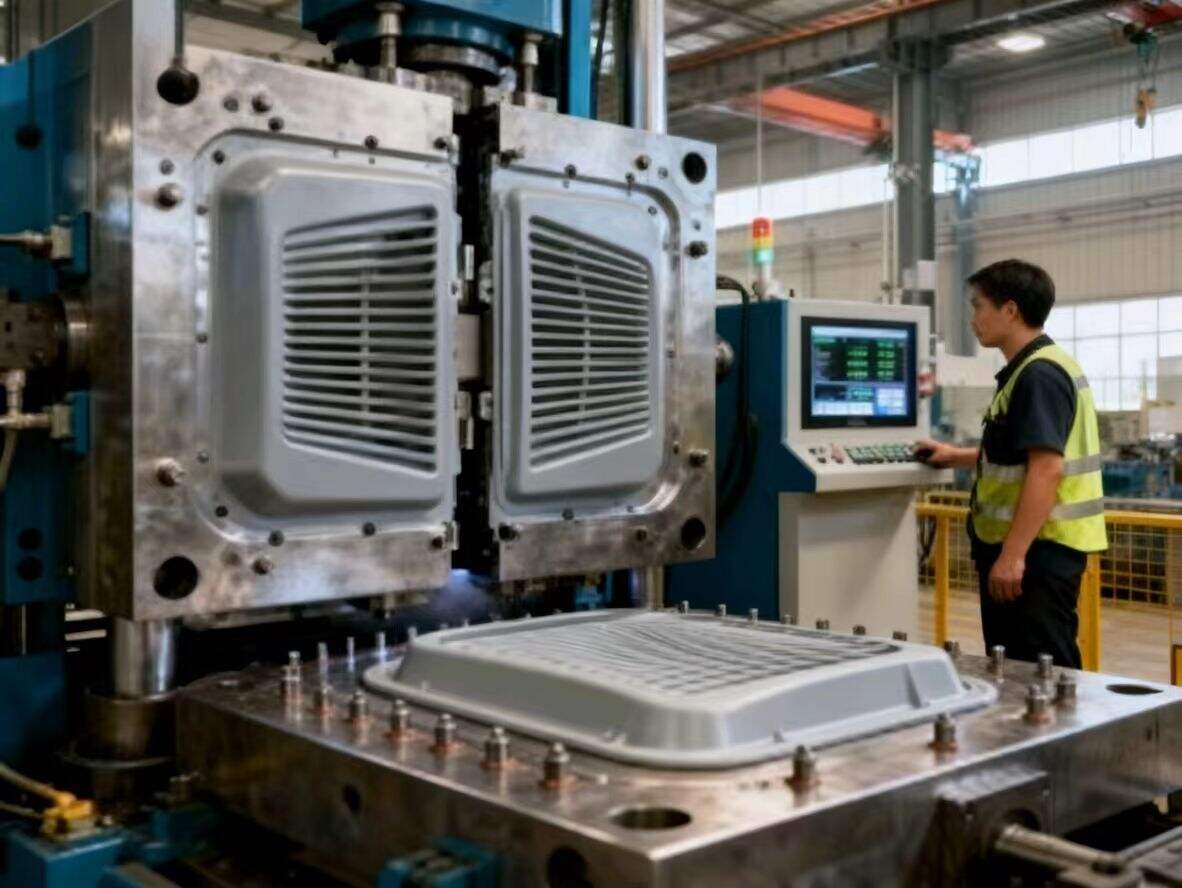
1. ინტეგრირებული ღრუ ფორმა: ორსადგურიანი როტაციული შესხვების მანქანის საშუალებით, დეფლექტორის „ძირეული ნაწილი + შემობრუნებელი ღუზი“ ერთ პროცესში ინტეგრირდება და იმუშავდება. შემდგომი ასამბლირების არ სჭირდება, რაც შეამცირებს ხახუნის ხმაურს შეერთების ადგილას; ამავე დროს, შესხვების ფორმაში შეიძლება წინასწარ იყოს გათვალისწინებული შიდა ტურბულენტური გამოშლებები (სიმაღლე 1-2 მმ), რათა პირდაპირ ჩამოყალიბდეს ჰაერის დისპერსიის სტრუქტურა, რაც ჩაანაცვლებს ტრადიციულ მეორეულ დამუშავებას და გაუმჯობესებს ჰაერის ნაკადის კონტროლს (პირდაპირი ბურღვის თავიდან ასაცილებლად).
2. მომრგვალოებული კიდეები და დეტალური ფორმები: შექმენით R3-R5 მომრგვალოებუი კიდის სტრუქტურა ფორმის მოცულობის კიდეზე ფუჩინების დროს. ფორმის დროს დეფლექტორის ფირის კიდე პირდაპირ გლუვდება, რაც აღმოსწორებს შემდგომი CNC შლიფოვის საჭიროებას. ეს არ ამცირებს მხოლოდ (შეჯახების) რისკს, არამედ აქვე ამცირებს ფორმის ღირებულებას; დეფლექტორის ფირის და კლიმატიზაციის სხეულის შესაერთებელ ზონაში გამოყენებულია შიდა-შესახის ან შიდა-ტექსტური ტექნიკა, რათა გაუმჯობინდეს ჰერმეტულობა და თავიდან აიცილოს ჰაერის და ხმაურის გაჟონვა მუშაობის დროს.
III. ხარჯებისა და ეფექტიანობის ოპტიმიზაცია: მასობრივი წარმოების მოთხოვნების დაკმაყოფილება
1. ეფექტური სერიული წარმოება: მრავალკამერიანი ფრთხილად ზემოქმედების მოლდების გამოყენებით (ერთი მოლდი შეიძლება წარმოქმნას 2-4 ქარის დეფლექტორი), ავტომატური დემოლდინგისა და სორტირების სისტემებთან ერთად, წარმოების ციკლი შეიძლება შემცირდეს 30-45 წამამდე თითო ნამუშევარზე. ყოველდღიური წარმოების სიმძლავრე შეიძლება მიაღწიოს 15,000-20,000 ცალს, რაც აკმაყოფილებს კონდიციონერების ინდუსტრიის მასშტაბურ მოწოდების მოთხოვნებს.
2. მსუბუქი ღირებულების შემცირება: ფრთხილად ზემოქმედების პროცესის ღრუ ფორმირების დამახასიათებელი ნიშან-თვისება შეიძლება შეამციროს ქარის დეფლექტორების წონა 20%-30%-ით (შედარებით ინიექციურად ჩამოსხმულ მყარ ნაწილებთან). ეს არა მხოლოდ შეამცირებს ნედლეულის მოხმარებას (ღირებულების შემცირებით დაახლოებით 15% თითო ცალზე), არამედ შეამსუბუქებს კონდიციონერის სხეულს და ასევე შეამცირებს მოტორის დატვირთვას ქარის დეფლექტორების ბრუნვის დროს, ირიბად აუმჯობესებს ხმაურის შემცირების ეფექტს. 

Კონდიციონერის დიფუზორის პროექტის შედეგების პრეზენტაცია ფრთხილად ზემოქმედების ინდუსტრიაში
Ეს პროექტი ბლოუ-მოლდინგის ტექნოლოგიაში ინოვაციების და სრული ჯაჭვის ოპტიმიზაციის საშუალებით მიაღწია სამ ძირეულ მიზანს: „შესრულების შესაბამისობა, ხარჯების კონტროლი და სერიული მიწოდება“. შედეგები მოიცავს სამ სფეროს: პროდუქტის შესრულება, წარმოების ეფექტიანობა და მომხმარებლის ღირებულება. კერძოდ:
I. პროდუქტის შესრულების შედეგები: დიფუზორის ძირეული მოთხოვნების სრული შესაბამისობა
1. მდგრადობის რევოლუცია: HDPE + მინის ბოჭკოვანი ამაღლებული ბლოუ-პლასტმასის გამოყენებით, მონაცემები მხარეების გარეშე ტესტირების მიხედვით აჩვენებს, რომ პროდუქის ტემპერატურული მიმზიდველობის დიაპაზონი შეადგენს -40℃-დან 110℃-მდე (მნიშვნელოვნად აღემატება მოთხოვნილ მნიშვნელობას -10℃-დან 80℃-მდე), ამაღლებული აგევის ტესტების შემდეგ (5 წლის გამოყენების მოდელირება), არ აღინიშნება მოყვითლება ან დეფორმაცია; დარტყმის წინააღმდეგობის სიმტკიცე გაიზარდა 50%-ით, ხოლო 1,5 მეტრზე დაკიდების ტესტი არ აჩვენებს დაზიანებას, რაც სრულიად ამოგვიხსნა ტრადიციული დიფუზორების დაზიანების პრობლემა.
2. ქვეშ არსებული წნევის კონტროლი და ხმაურის შესაბამისობა: დიფუზორის ბაფლების ინტეგრირებული ფუთკრის შესხმის საშუალებით, ჰაერის დისპერსია გაიზარდა 30%-ით, რაც "პირდაპირი გასუფთავების გარეშე" ეფექტს იძლევა; დიფუზორის ბრუნვის გაზომილი ხმაურის დონე არის ≤ 22 დბ (ნაკლები, ვიდრე მოთხოვნილი 25 დბ), და 100,000 ციკლის მუშაობის შემდეგ არ აღინიშნება დაბლოკვა ან აბნორმალური ხმაური, ხმაურის მაჩვენებელმა მიიღო სერთიფიკაცია საყოფაცხოვრებო ტექნიკის ინდუსტრიაში.
3. სტრუქტურული სიზუსტის ოპტიმიზაცია: დახურული ციკლის კედლის სისქის კონტროლის სისტემის გამოყენებით, დიფუზორის კედლის სისქის შეცდომა მდგრადად არის ±0,08 მმ (უკეთესი, ვიდრე მოთხოვნილი ±0,1 მმ), ბრუნვითი ღარის და ძრავის შორის სიცარიელე მხოლოდ 0,05 მმ-ია, მონტაჟის შესაბამისობის მაჩვენებელი არის 100%, და მეორეხარისხოვანი კორექტირება არ მოითხოვს.
I I. წარმოების ეფექტიანობის შედეგები: მიღწეულია მასშტაბური ეფექტიანი მიწოდება
1. ტევადობისა და ციკლის გადატვირთვა: 4-ცავიანი ფუჩინების მოლდირების მატრიცების გამოყენებით + ავტომატური წარმოების ხაზი, წარმოების ციკლი შემცირდა 45 წამამდე თითო ნამუშევარზე, ერთდღიანი წარმოების ტევადობა აღწევს 12,000 ცალს (მოლოდინს 20%-ით აღემატება), თვიური წარმოების ტევადობა 400,000-ს აღემატება, რაც უზრუნველყოფს მთავარი საჰაერო კონდიციონირების ბრენდების მოთხოვნებს „100,000 ერთეული თვეში“.
2. ხარჯები მნიშვნელოვნად შემცირდა: ფუჩინებით მიღებული ღრუ სტრუქტურა პროდუქის წონას 25%-ით ამცირებს, ნედლეულის მოხმარება კი 18%-ით მცირდება; ინტეგრირებული მოლდირება 3 ასამბლების პროცესს ელიფებს, შრომის ღირებულება 30%-ით მცირდება, ხოლო საბოლოო ერთეულის სრული ღირებულება 15%-ით შემცირდა, რაც კლიენტებს ფასობრივ კონკურენტუნარიანობას უზრუნველყოფს.
3. გამოყენების მაჩვენებელი მუდმივად აუმჯობესდა: იგივის გაგრილების სისტემის ოპტიმიზაციის და პროცესული პარამეტრების სტაბილურობის შედეგად, პროდუქის ერთჯერადი გამოყენების მაჩვენებელი 92%-დან იზრდა 99,5%-მდე, ხარვეზიანობის მაჩვენებელი კი კონტროლდება 1%-ის შიგნით, რაც მნიშვნელოვნად აღემატება საშუალო სამრეწველო მაჩვენებელს (როგორც წესი, 3%-5%).
III . კლიენტებისა და ბაზრის შედეგები: მიიღეთ სამრეწველო აღიარება
1. კლიენტთან თანამშრომლობის განხორციელება: ჩვენ დავდგით გრძელვადიან თანამშრომლობა 2 ლიდერ საჰაერო კონდიციონირების ბრენდთან, დიფუზორების საერთო მიწოდება მიღწეულია 1,5 მილიონზე მეტი ცალით, საჰაერო კონდიციონერებთან შესაბამისობის შესახებ ბაზრის უკუკავშირი კარგია, კლიენტთა კმაყოფილება 98%-მდე მიაღწია და ხარვეზების შესახებ პრეტენზიები არ არის.
Ტექნიკური მხარდაჭერის პროცესი
Სქემა ასახავს თანამშრომლობის ეტაპებს:
Მოთხოვნის კომუნიკაცია → 3D მოდელირება → დანიშნულების დიზაინი → ნიმუშის წარმოება → სერიული წარმოება → ექსპორტით მიწოდება
Კრესფერი ინდუსტრიული გამოყენება 





Სოფლის მეურნეობა, ჯანდაცვა, ლოგისტიკა, გარემოს დაცვა, მშენებლობა, სათამაშოები, ახალი ენერგეტიკა და ა.შ.
Შეფუთვის ინდუსტრია: შეიცავს საკვებისა და სასმელების შეფუთვას, როგორიცაა მინერალური წყლის ბოთლები, სასმელების ბოთლები და სამზარეულო ზეთის ბოთლები, კოსმეტიკური პროდუქტების შეფუთვას, როგორიცაა ლოსიონის ბოთლები, კრემის კოლოფები და პარფიუმის ბოთლები, ასევე მედიკამენტების შეფუთვას, როგორიცაა მედიკამენტების ბოთლები და კოლოფები.
Ავტომობილების ინდუსტრია: ასეთი პროდუქტები, როგორიცაა პლასტმასის საწვავის ბაკები, ჰაერის სადინრები და შესაღები მილები ავტომობილის კლიმატ-კონტროლის სისტემისთვის და ვენტილაციის სისტემისთვის, ასევე салонის კომპონენტები, როგორიცაა კეტილების პანელები, ხელმძღვანელთა პანელები და სავარძლების მხარის საყრდენები.
Საყოფაცხოვრებო ტექნიკის ინდუსტრია: ასეთი ნაწილები, როგორიცაა საყოფაცხოვრებო ტექნიკის სხეულები – სარეცხი მანქანის სხეული, მაცივრის სხეული, კლიმატ-კონტროლის სხეული, ასევე კომპონენტები და აქსესუარები, როგორიცაა სარეცხი მანქანის წყლის ბაკი, მაცივრის შენახვის ყუთი და კლიმატ-კონტროლის ჰაერის დამხრი ფილა.
Თამაშბურების ინდუსტრია: შეიცავს პლასტმასის თამაშბურებს, როგორიცაა თამაშის ავტომობილები, თამაშის თვითმფრინავები და თამაშის ობობები, ასევე მოდელებს, როგორიცაა სამშენი მოდელები, თვითმფრინავის მოდელები და პაზლები.
Მშენებლობის ინდუსტრია: შეიცავს პლასტმასის მილებს, როგორიცაა სადინრი მილები, წყლის მილები და შესაღები მილები, ასევე trastvis damatebiti masalebi, rogoricaa plastmassis satagebi, plastmassis kedlis paneli da plastmassis saxe.
Გარემოს დაცვის ინდუსტრია: შეიცავს გარემოს დამახმარ კონტეინერებს, როგორიცაა სათბურები და გადამუშავების ყუთები, ასევე გარემოს დამახმარ მოწყობილობებს, როგორიცაა საკეტილის გასუფთავების მოწყობილობები და ჰაერის გასუფთავების მოწყობილობები.
Მოქმედების მოწოდება (CTA)
„დაუკავშირდით ჩვენს ინჟინერთა გუნდს“ ან „დაიწყეთ თქვენი პროექტი დღეს“
Საავტორო უფლება © 2024 Changzhou Pengheng Auto parts Co., LTD
 EN
EN
 AR
AR
 FR
FR
 DE
DE
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RU
RU
 NL
NL
 FI
FI
 PL
PL
 RO
RO
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 AF
AF
 GA
GA
 CY
CY
 AZ
AZ
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MR
MR
 MN
MN
 NE
NE
 TE
TE
 KK
KK
 UZ
UZ
 AM
AM
 SM
SM





