ブロー成形は、構造性能と軽量化のバランスを取る中空自動車部品の製造プロセスとして注目されています。このプロセスでは、加熱されたプラスチックパリソンをブロー成形して金型キャビティ内に成形し、少ない材料で済みながらも荷重を支える強度を持つスムーズな形状を形成します。この手法は、自動車エンジニアの間で燃料タンク、エアダクト、流体リザーバーなどに用いられ、肉厚の最適化によりインジェクション成形と比較して20〜35%の部品重量削減が可能になっています。
自動車用途に応じた3つの主要なブロー成形手法:
例えば、使用される材料グレードにはHDPEやポリプロピレン(PP)などのエンジニアリングサーモプラスチックがあり、金属と比較して30〜50%の質量削減効果があり、衝突安全性も発揮します。さらに高度な多層構造システムでは、燃料ラインに直接バリア性能を組み込むことができます。このプロセスは最小限の材料量を使用するため自動車メーカーの持続可能性目標に適合しており、複雑な空気流路や取付部分を二次工程を用いずに一体成型することが可能です。

ブロー成形プロセスにより、車両の同一部品において固体構造よりも15~30%の軽量化が可能な中空の単一部品が得られます。このプロセスは非構造部に不要な材料を排除し、静的構造性能を確保するために肉厚分布を最適化します。さらに、軽自動車における中空ブロー成形されたインテークマニフォールドやHVACダクトの軽量化効果は、部品ごとに2.8~4.1 kgであり、衝突性能には影響しません。
この方法は、スピーカーハウジングや配線通路を一体成型されたドアパネルに組み込むなど、多機能構造のインサートモールドによりアセンブリの設計を簡略化します。センターコンソールをワンピースブロー成型することで、既存の8〜12個の従来の金属/プラスチック部品を置き換え、生産コストを22%削減できます。最近では、クリップ受けやネジボスなどの部品を最初の成形工程で共成形することが可能になり、追加の加工を必要とせず即時アセンブリが実現しています。
ブロー成型は、ワイドアラウンドのダッシュボードや曲面状のアームレストにも深絞り可能なクラスA仕上げに対応します。デザイナーはパリソン押出工程において直接木目調のテクスチャーやマット仕上げ、色ムラの少ないポリマーを使用可能です。高級車向けには、二段階ブロー成型によりソフトタッチTPE表面とハードABS構造芯とのシームレスな移行部分を作ることが可能です。
射出成型と比較して、ブロー成型は正確なパリソン制御システムを通じて同等体積の部品においてポリマー消費を35~50%削減します。主要メーカーはトリミングスクラップの閉ループリサイクルを利用することで98.2%の材料利用率を実現しています。
ブロー成型によって作成された中空構造は、ソリッドの射出成型品と比較して35~50%部品重量を軽減しつつ同等の荷重支持能力を維持します。これにより自動車メーカーはEVにおけるバッテリーシステムや従来型車両における追加安全機能のために積載容量を再獲得することが可能です。
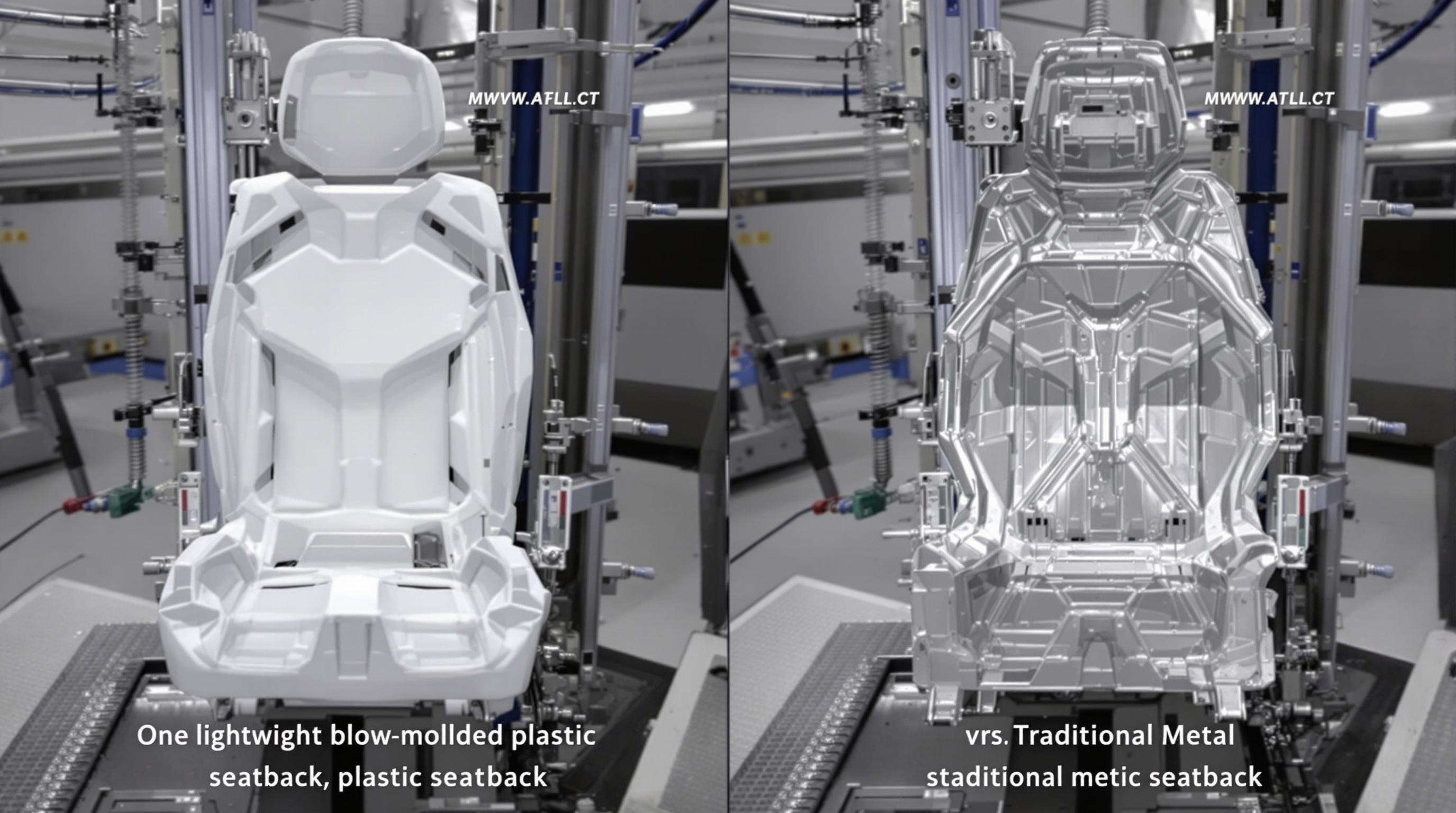
ブロー成形部品は、衝突シミュレーションにおいて単位質量あたりのエネルギー吸収がプレス鋼板よりも40%高い。ブロー成形によって製造されたシートバック構造は、後方衝突試験時に75 kNを超える力に耐えることができながら、伝統的なアセンブリと比較して60%軽量化されている。
| ポリマータイプ | 主要な特性 | 自動車用途 |
|---|---|---|
| ABSブレンド | 高衝撃抵抗性、紫外線安定性 | ダクト、シート部品 |
| ポリプロピレン (pp) | 耐化学薬品性、低密度 | HVACハウジング、流体タンク |
| ポリカーボネートハイブリッド | 熱耐性が高い (160°C以上) | 照明カバー,センサーのマウント |
グラスファイバーで強化されたPPの混合物における最近の進歩により,従来の変種よりも 40%高い硬さ/重量比が得られます.
同外注吹塑は,層構造を通じて材料の要求を矛盾させています. 多層燃料タンクは,鋼の代替品と比較して30%減重を達成し,二次性防腐処理を排除する.
ブロー成形は、大量生産される自動車部品において優れたコスト競争力を提供します。ブロー成形の工程および金型は、必要に応じて制御およびスケーリングが可能です。一方でインジェクション成形では高価な鋼製金型に依存することから高いコストが発生しますが、ブロー成形ではより基本的なアルミニウム製金型を使用するため、初期投資を通常30〜50%削減することが可能です。製造業者の平均コストは生産量が増加するにつれて低下します。これは、コストをより多くの内装部品に分散できるためです。
現在、OEMの68%以上が内装部品に再生素材の使用を義務付けている一方で、主要メーカー各社は性能面での課題に対処するため、Euromap基準10+のエネルギー効率ランクを達成する押出吹込成形システムを導入しており、エネルギー消費量を30%削減しています。
センサーを搭載した吹塑機は,リアルタイム分析を活用して 壁厚さを ±0.15mmの精度で調整します. 予測的な保守アルゴリズムは モーターのトルクパターンと 溶融粘度変化を分析し 発生する前に 92%の生産停止を 防ぐことができます
自動車生産で使用される吹塑の主要変種は何ですか?
主な3つの変形は,外押し吹流型,注射吹流型,ストレッチ吹流型で,それぞれが異なる自動車ニーズに対応しています.
吹金 型 は,自動車 の 軽量化 に どの よう に 貢献 し ます か
固体注射型部品と比較して部品の重量を 35~50% 削減できる空洞構造を製造することで 重量を大幅に削減できます
自動車製造における吹塑のコストメリットとは?
吹成形はアルミ製のツールの投資が低く,大量生産に拡張性があるため,初期ツールのコストが30~50%削減できるため,コスト効率が良い.
吹金と持続可能性の目標が どう一致するのでしょうか?
材料使用を最小限に抑え、クローズドループリサイクルを可能にすることで、ブロー成形は複雑な設計機能を維持しながら持続可能性目標に合致します。
自動車用途のブロー成形には一般的にどのような材料が使用されますか?
HDPEやポリプロピレンなどのエンジニアリングサーモプラスチックが一般的に使用され、大幅な軽量化と衝突安全性性能を提供します。
 ホットニュース
ホットニュース2024-10-29
2024-09-02
2024-09-02
著作権 © 2024 常州朋恒自動車部品有限公司
 EN
EN
 AR
AR
 FR
FR
 DE
DE
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RU
RU
 NL
NL
 FI
FI
 PL
PL
 RO
RO
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 AF
AF
 GA
GA
 CY
CY
 AZ
AZ
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MR
MR
 MN
MN
 NE
NE
 TE
TE
 KK
KK
 UZ
UZ
 AM
AM
 SM
SM





