תהליך היציקה על ידי ניפוח הפך לתהליך ייצור מרכזי ליצירת חלקים ריקים באוטומобиль, תוך השגת איזון בין ביצועים מבניים לחוסך במשקל. הוא תומך בתהליך היציקה על ידי ניפוח של חומרים פלסטיים מחוממים לתוך תבניות כדי ליצור צורות חלקות תוך שימוש בחומר מינימלי, תוך שמירה על חוזק המאפשר נשיאת עומסים. גישה זו הופכת לפופולרית יותר בקרב מהנדסי רכב לייצור מיכלי דלק, תעלות אויר ומאגרי נוזלים, כאשר הפחתת משקל החלק נעשית בטווח של 20-35% בהשוואה ליציקה בתבנית.
שלושה גרסאות עיקריות של תהליך היציקה על ידי ניפוח מטפלות בצרכים שונים בתעשייה האוטומобильית:
לדוגמה, דרגות החומרים המשמשות הן תרמופלסטיות הנדסיות כגון HDPE ופוליפרופילן (PP), שמציעות חיסכון במסה בגובה 30-50% בהשוואה למתכות וביצועי בטיחות בתאונות. מערכות מתקדמות יותר מרובות שכבות משולבות ישירות את ביצועי המחסום לקווי הדלק. מאחר והתהליך משתמש בכמות מינימלית של חומר, הוא עונה על יעד הקיימות של יצרני רכב, ומאפשר יציקה של ערוצי זרימת אויר מורכבים ותכונות התקנה, במקום להוסיף אותם באמצעות פעולות משניות.

תהליך היציקה על ידי ניפוח יוצר חלקים ריקים בודדים המספקים הקלה של 15–30% במשקל לעומת חלקים מוצקים עבור אותו רכיב ברכב. תהליך זה משמיד חומרים מיותרים באזורים לא מבניים ומשכלל את התפלגות עובי הקירות כדי להבטיח ביצועים במבנה סטטי. בנוסף, ההקלה במשקל עבור מאגרים לאיסוף אוויר וצינורות מיזוג אוויר שנוצרו על ידי ניפוח ריק היא 2.8–4.1 ק"ג ליחידה ברכב קל, ובנוסף, ביצועי התרסקות אינם מושפעים.
השיטה מפשטת את תכנון האספה על ידי יציקה מרובת תפקידים, כגון שילוב של גומדי רמקולים וצינורות תקשורת בתוך לוחות דלתות משולבות. קונסולה מרכזית מותכת בעלת חור אחד, שзамנה 8-12 חלקים טרדייציוניים ממתכת/פלסטיק, חוסכת 22% בעלויות הייצור. התפתחויות אחרונות מאפשרות אף שילוב של חורצים לכפתורים וצינורות לברגים כבר בצעד הראשון לייצור, וכך לאפשר אספה מידית, כלומר ללא צורך בעיבוד נוסף.
יציקת ניפוח תומכת בגימורי משטח Class-A עם יכולות משיכה עמוקה עבור לוחות מחוונים עוטפים ומשענות יד מעוצבות. מעצבים משלבים טקסטורות גרגירי עץ, גימורים מט ופולימרים עקביים בצבע ישירות בתהליך שיחול הפריזון. עבור כלי רכב יוקרתיים, יציקת ניפוח דו-שלבית יוצרת מעברים חלקים בין משטחי TPE רכים למגע לבין ליבות מבניות ABS קשיחות.
ביחס לייצור בשיטת הזרקה, ייצור בשיטת النفיפה מקטין את צריכה של פולימר ב-35–50% ליחידה נפחית זהה באמצעות מערכות שליטה מדויקות על הפסיס. יצרנים מובילים מגיעים לאפקטיביות של 98.2% בצריכת חומר על ידי מחזור סגור של פסלי גיזום.
מבנה חלולים שיוצרים בשיטת النفיפה מקלים את רכיבי הרכיבים ב-35–50% בהשוואה לייצור בשיטת הזרקה מלאה, תוך שמירה על יכולת נשיאה זהה. הדבר מאפשר לייצרני רכב להחזיר את נפח העומס עבור מערכות סוללות ברכב חשמלי או תוספת תכונות ביטחון ברכב קונבנציונלי.
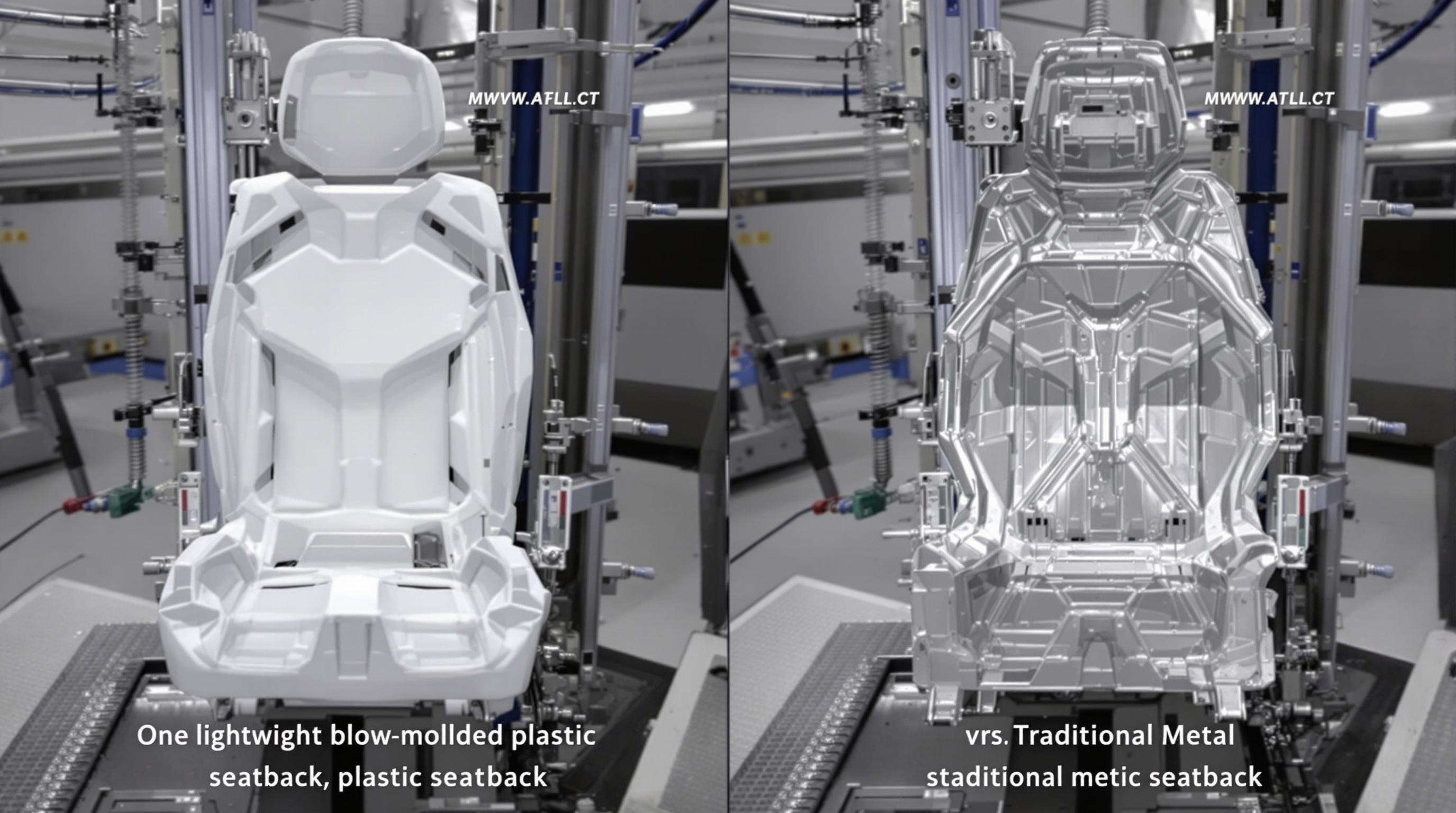
רכיבים שטופלו בעבודת פליזון מציגים כושר ספיגת אנרגיה גבוה ב-40% ליחידת מסה לעומת פליזת פלדה מודפסת בסימולציות התנגשות. מבני גב המושב המיוצרים בתהליך עיבוד הפליזון עמידים בלחצים הגבוהים מ-75 קילו ניוטון בבדיקות התנגשות מאחור, ומשקלם נמוך ב-60% מהרכבים המסורתיים.
| סוג פולימר | תכונות עיקריות | יישומים רכביים |
|---|---|---|
| תבניות ABS | עמידות גבוהה להתנגשות, יציבות מול קרינת UV | צינורות, רכיבי מושבים |
| פוליפרופילן (PP) | עמידות כימית, צפיפות נמוכה | קליפות מיזוג, מיכלי נוזלים |
| هجינות פוליקarbonate | סיבולת לחום קיצוני (160°צ+) | כיסויי תאורה, רכבות חיישנים |
התקדמויות אחרונות בתערובות PP מוגבשות בשייר זכוכית משיגות יחס של קשיחות-למשקל הגבוה ב-40% מאלה הקונבנציונליות.
עיצוב דמוי שכבתיים עונה על דרישות חומרים סותרות באמצעות מבנים שכבותיים. מיכלי דלק רב-שכביים משיגים הפחתת משקל של 30% לעומת אלטרנטיבות מפלדה, ובנוסף מפחיתים טיפולים אנטי-קורוזיה משניים.
יצירת דפיסה מספקת יתרון תחרותי בפחתת עלויות בעת ייצור חלקים לרכב בכמויות גדולות, ניתן לשלוט בתהליך ובכלי העבודה של יצירת דפיסה ולסנכרן אותם לצרכים שלך. כאשר ייצור על ידי חיזוק תבניות נפוץ יקר בשל היעדר תלות בכלי עבודה ממתכת יקרה, יצירת דפיסה דורשת כלי עבודה בסיסיים יותר מ אלומיניום, מה שמנמיך את ההשקעה המקורית ב 30-50%. עלויות ממוצעות של יצרנים יורדות ככל שגובר הייצור, מאחר שהעלויות מופצות על מספר גדול יותר של רכיבים פנימיים.
בעוד שמעל 68% מהיצרנים הראשיים מחייבים כיום שימוש בחומרים מחזירים ברכיבים פנימיים, יצרנים מובילים ענו על אתגרים ביצועיים על ידי התקנת מערכות דחיסה-דפיסה עם דירוג יעילות אנרגטית של Euromap 10+, והורדת עלויות האנרגיה ב 30%.
מכונות צור הזרקה מצוידות בсенסורים אשר מנצלות כעת אנליטיקה בזמן אמת כדי להתאים את עובי הקירות בדיוק של ±0.15 מ"מ. אלגוריתמי תחזוקה מונעת ניתחים דפוסי מומנט סיבוב ושינויים בצמיגות המסה, ומונעים 92% מההפסקות בייצור לפני שהן מתרחשות.
אילו הן הגרסאות העיקריות של צור הזרקה הנמצאות בשימוש בתעשייה האוטומобильית?
הגרסאות העיקריות הן צור הזרקה על ידי אקסטрузיה, צור הזרקה על ידי הזרקה, וצור הזרקה על ידי מתיחה, כאשר כל אחת משרתת צרכים אוטומוביליים שונים.
איך תהליך צור הזרקה תורם להקלת רכבים?
הוא מציע הפחתת משקל משמעותית על ידי ייצור מבנים חלולים, מה שמפחית את משקל הרכיבים ב-35%-50% בהשוואה לחלקים המיוצרים בהזרקה רגילה.
אילו הם היתרונות הכלכליים של צור הזרקה בייצור רכבים?
צור הזרקה הוא יעיל כלכלית בזכות ההשקעה הנמוכה יותר בתבניות אלומיניום וההתאמה לייצור בכמויות גדולות, תוך חיסכון של 30%-50% בעלויות התבניות הראשוניות.
איך תהליך צור הזרקה תואם את היעדים האקולוגיים?
על ידי מינון השימוש בחומרים וסיוע tái עיבוד סגור, חציבה מניפה תואמת את מטרות הקיימות תוך שמירה על תכונות עיצוב מורכבות.
אילו חומרים נפוצים בחציבה מניפה ליישומים בתעשיית הרכב?
תרמופלסטיק הנדסי כמו פוליאתילן בצפיפות גבוהה (HDPE) ופוליפרופילן נפוצים בשימוש, ומציעים חיסכון משמעותי במסה ובביצועי ביטחון התנגשות.
 חדשות חמות
חדשות חמות2024-10-29
2024-09-02
2024-09-02
זכויות יוצרים © 2024 Changzhou Pengheng Auto Parts Co., LTD
 EN
EN
 AR
AR
 FR
FR
 DE
DE
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RU
RU
 NL
NL
 FI
FI
 PL
PL
 RO
RO
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 AF
AF
 GA
GA
 CY
CY
 AZ
AZ
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MR
MR
 MN
MN
 NE
NE
 TE
TE
 KK
KK
 UZ
UZ
 AM
AM
 SM
SM





