A fúvóformázás kulcsfontosságú gyártási eljárássá vált üreges autóalkatrészek esetén, mely kompromisszumot teremt a szerkezeti teljesítmény és a súlycsökkentés között. A folyamat során melegített műanyag prések kerülnek fúvóformázásra az öntőformák üregeiben, hogy sima alakzatokat hozzanak létre, amelyek kevesebb anyagot használnak, ugyanakkor elegendő szilárdsággal rendelkeznek a terhelés viseléséhez. Ezt a módszert egyre inkább alkalmazzák gépjármű-tervezők a üzemanyagtartályok, levegőcsatornák és folyadéktartályok gyártásánál, ahol a falvastagság optimalizálásával 20–35%-os súlycsökkentés érhető el az injekciós öntéshez képest.
Három fő fúvóformázási változat különböző gépjárműipari igényeket elégít ki:
Példaként említhetők a használt anyagminőségek, mint például a HDPE és a polipropilén (PP) műanyagok, amelyek 30–50%-os tömegcsökkentést eredményeznek a fémes megoldásokhoz képest, miközben biztosítják a balesetvédelmi teljesítményt. A fejlettebb többrétegű rendszerek a gátoló hatást közvetlenül az üzemanyagvezetékekbe építik be. Mivel a folyamat minimális anyagfelhasználással dolgozik, ezért megfelel az autógyártók fenntarthatósági céloinak, és lehetővé teszi a bonyolult légáramlási csatornák és rögzítési elemek közvetlen kialakítását a formázás során, másodlagos műveletek nélkül.

A fúvásos formázás folyamata üreges egyszerű alkatrészeket eredményez, amelyek azonos járműalkatrész esetén 15–30%-os súlycsökkentést jelentenek a tömör változathoz képest. Ez a folyamat megszünteti a felesleges anyagot a nem tartószerkezeti területeken, és optimalizálja a falvastagság-eloszlást a statikus szerkezet teljesítményének biztosításához. Emellett a fúvásos úton gyártott levegőszívó kollektorok és klímaberendezési csövek súlycsökkentése könnyű járművek esetén darabonként 2,8–4,1 kg, és a karambolbiztonságot nem befolyásolja.
A módszer egyszerűsíti az összeszerelés kialakítását úgy, hogy többfunkciós elemeket, például hangszóróházakat és vezetékvezető csatornákat integrált ajtópanelbe formál. Egyetlen darabból készült fúvóformázott középkonzol 8-12 hagyományos fémből/műanyagból készült alkatrészt vált fel, 22%-os gyártási költségmegtakarítást biztosítva. A fejlesztések lehetővé teszik a csatlakozó fogadók és csavaros támasztók egyidejű formálását már az első alakítási lépésben is, ezáltal lehetővé téve azonnali szerelést, azaz további feldolgozás nélküli összeszerelést.
A fúvóformázás támogatja a Class-A felületi minőséget mélyhúzással, körbefutó műszerfalakhoz és formált karfákat biztosítva. A tervezők közvetlenül a parizon extrúziós folyamat során építik be a fastruktúrákat, matt felületet és színállandó polimereket. Prémium járművek esetén kétlépcsős fúvóformázás biztosítja a zökkenőmentes átmenetet a puha tapintású TPE felületek és merev ABS szerkezeti magok között.
A fúvásos formázással szemben a fröccsöntés 35–50%-kal kevesebb polimerfelhasználást igényel azonos térfogatú alkatrészek esetén a precíz parison-vezérlő rendszereknek köszönhetően. A vezető gyártók 98,2%-os anyagkihasználási rátát érnek el a zárt ciklusú reciklálással, amely a vágási hulladékok felhasználását jelenti.
A fúvásos formázással készített üreges szerkezetek 35–50%-kal csökkentik az alkatrészek súlyát a tömör fröccsöntött alternatívákhoz képest, miközben megőrzik a megfelelő teherbíró képességet. Ez lehetővé teszi a gépkocsigyártók számára, hogy visszanyerjék az elektromos járművek akkumulátorrendszereihez vagy a hagyományos járművek további biztonsági funkcióihoz szükséges hasznos teherbíró képességet.
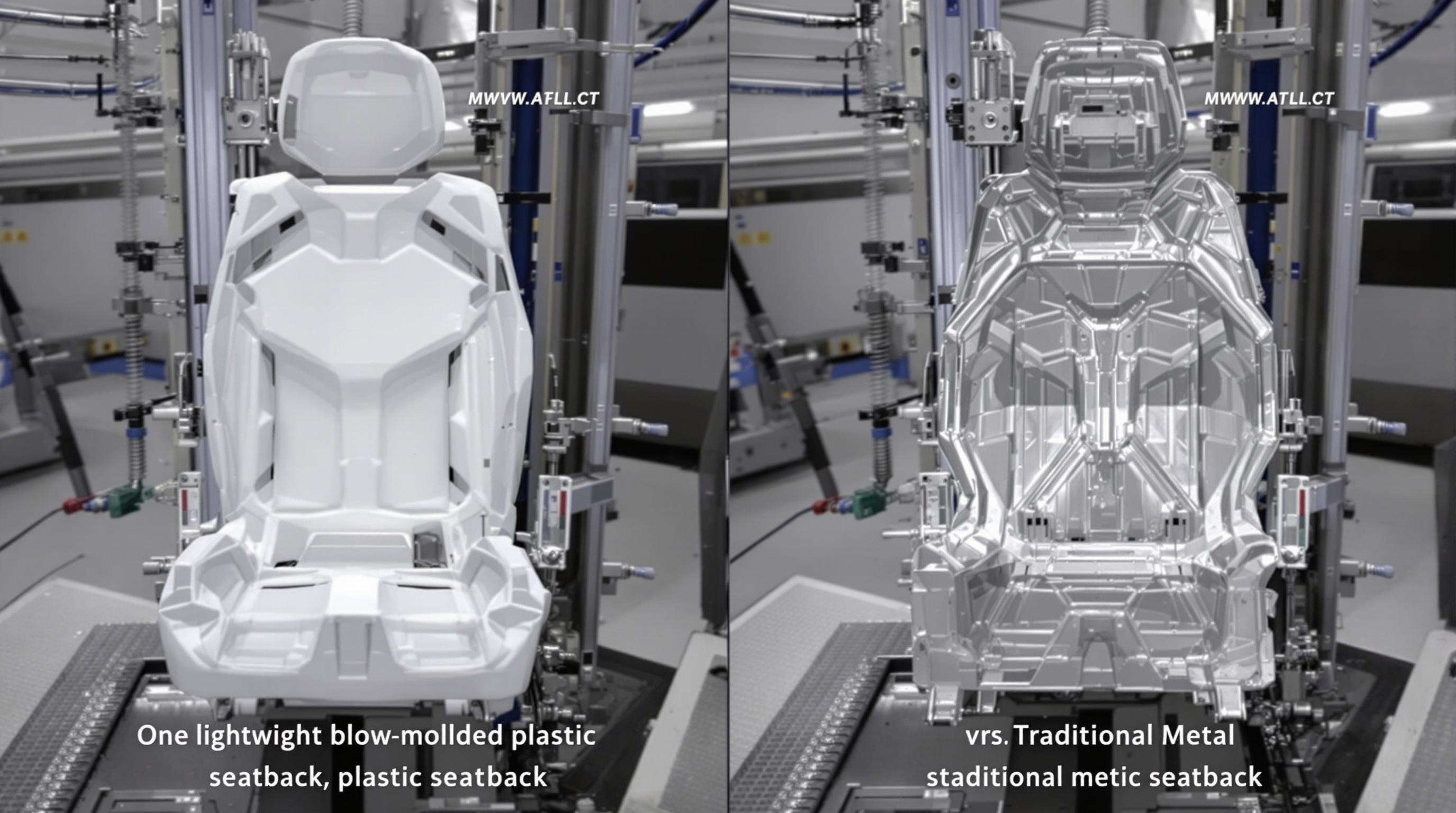
A fúvóformázott alkatrészek 40%-kal nagyobb energiát nyelnek el tömegegységre vetítve, mint a hagyományos acéllemez alkatrészek ütközési szimulációk során. A fúvóformázással készített ülés háttámla szerkezetek képesek 75 kN-nál nagyobb erőket elviselni hátsó ütközési tesztek során, miközben 60%-kal könnyebbek a hagyományos szerkezeteknél.
| Polimer típus | Kulcsfontosságú tulajdonságok | Autóipari Alkalmazások |
|---|---|---|
| ABS keverékek | Magas ütésállóság, UV-állóság | Csatornák, ülésalkatrészek |
| Polipropilen (PP) | Kémiai állóság, alacsony sűrűség | HVAC házak, folyadéktartályok |
| Polikarbonát alapú hibridek | Extrém hőállóság (160 °C felett) | Világításfedelek, érzékelőtartók |
A üvegszál erősítésű PP keverékek legújabb fejlesztései 40%-kal magasabb merevség-tömeg arányt érnek el a hagyományos változatokhoz képest.
A koinjektált fúvóformázás az ellentétes anyagigényeket réteges szerkezetekkel oldja meg. A többrétegű üzemanyagtartályok 30%-os súlycsökkentést érnek el az acél alternatívákhoz képest, miközben megszüntetik a másodlagos korrózióvédelmi kezeléseket.
A fúvásos formázás kiváló költség-hatékonyságot kínál járműalkatrészek nagy mennyiségben történő gyártásakor, a fúvásos formázás esetén a szerszámokat és a folyamatot kontrollálhatja és igazíthatja az igényeihez. Míg az injekciós formázás magas költsége a drága acélszerszámok használatából adódik, addig a fúvásos formázáshoz egyszerűbb, aluminimum szerszámok szükségesek, amelyek általában 30-50%-kal csökkentik a kezdeti beruházási költségeket. A gyártók átlagos költségei a termelés növekedésével csökkennek, mivel a költségek több belső alkatrész között oszlanak meg.
Míg az OEM-ek több mint 68%-a jelenleg előírja a reciklált anyagok használatát a belső alkatrészeknél, a vezető gyártók a teljesítménnyel kapcsolatos kihívásokra válaszul olyan extrudáló-fúvó rendszereket alkalmaznak, amelyek Euromap 10+ energiahatékonysági besorolást érnek el, ezzel csökkentve az energiafogyasztást 30%-kal.
A szenzorokkal felszerelt fúvóformázó gépek mára már valós idejű analitikát használnak a falvastagság ±0,15 mm pontossággal történő beállításához. A prediktív karbantartási algoritmusok elemzik a motor nyomatékmintázatait és az olvadék viszkozitás-változásait, így megelőzve a termelési leállások 92%-át, mielőtt azok bekövetkeznének.
Melyek a fúvóformázás főbb változatai az autógyártásban?
Három főbb változat létezik: extrudálásos fúvóformázás, fröccsöntéses fúvóformázás és nyújtófúvó formázás, amelyek mindegyike más-más autóipari igényt szolgál ki.
Hogyan járul hozzá a fúvóformázás az autók könnyűsúlyúvá tételéhez?
Jelentős tömegcsökkentést tesz lehetővé üreges szerkezetek előállításával, amelyek 35–50%-kal csökkenthetik az alkatrészek tömegét a tömör fröccsöntött alkatrészekhez képest.
Milyen költségelőnyökkel jár a fúvóformázás a járműgyártásban?
A fúvóformázás költséghatékonyabb, mivel alacsonyabb befektetést igényel az alumínium formák terén, és jól skálázható nagy sorozatgyártás esetén, így az elsődleges szerszámköltségekben 30–50%os csökkentést eredményez.
Hogyan illeszkedik a fúvóformázás a fenntarthatósági célokhoz?
Az anyagfelhasználás minimalizálásával és a zárt ciklusú újrahasznosítás lehetővé tételével a fúvóformázás összhangban áll a fenntarthatósági célokkal, miközben továbbra is lehetővé teszi a bonyolult dizájnjellemzők alkalmazását.
Milyen anyagokat használnak gyakran fúvóformázáshoz az autóipari alkalmazásokban?
Gyakran használt anyagok mérnöki termoplasztikus anyagok, mint a HDPE és a polipropilén, amelyek jelentős tömegcsökkentést és kiváló ütközésbiztonsági teljesítményt nyújtanak.
 Forró hírek
Forró hírek2024-10-29
2024-09-02
2024-09-02
Szerzői jog © 2024 Changzhou Pengheng Autóalkatrészek Kft.
 EN
EN
 AR
AR
 FR
FR
 DE
DE
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RU
RU
 NL
NL
 FI
FI
 PL
PL
 RO
RO
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 AF
AF
 GA
GA
 CY
CY
 AZ
AZ
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MR
MR
 MN
MN
 NE
NE
 TE
TE
 KK
KK
 UZ
UZ
 AM
AM
 SM
SM





